
When a civilian airliner makes a steady cruise at a height of 10,000 metres, or when a fighter cuts through the sky at supersonic speeds, very few think about the "airheart" -- - what kind of test is the turbine engine going through? The blades will rotate at tens of thousands of turns per minute at a temperature of 1600°c, the combustion chamber will bear the equivalent of tens of atmospheric pressures, and the reliability of the entire power system will directly maintain the safety of hundreds of human lives。
It's not a simple collage that can be finished with an industrial crown. From raw materials to the delivery of finished products, each step is described as “mm class art”. Today we're going to dismantle the turbine engine production and assembly process and see how a bunch of cold alloys are given power。
Pre-production “top-level design”: killing risk on drawings
Turbo engine production is always "design first" and "extremely precise design". The design is not to draw a general outline, but to count the stress, temperature and lifetime of each component to the extreme — after all, even a 0. 1 mm error could have catastrophic consequences。
The mainstream design process is long-standing in terms of digital twinning. Engineers will model engines using specialized cae (computer-aided engineering) software to simulate extreme scenarios in virtual environments: for example, instant thrust loads at take-off, start-up performance at low temperatures at high altitude, exhaustion of components after 1,000 hours of continuous operation. Like the leap engine of cfm international, virtual simulations of the design phase alone exceed 100,000 hours, which is equivalent to allowing the “digital engine” to complete its operation tests more than a decade earlier。
Another core of the design phase is the material selection, which directly determines the ceiling of the engine. For example, turbine blades, which are subject to both high temperature, high pressure and large centrifugal centrifugal power, ordinary steel melts like butter in such an environment, so it is necessary to use “high temperature alloy” — a composite material that integrates a variety of precious metals such as nickel, cobalt and tungsten. More advanced leaves also use the technique of “single-crystal casting” to allow metallic crystals to grow in one direction, thus maintaining greater intensity at high temperatures. Titium alloy is commonly used on pressurized blades because of their small density and high intensity, which can effectively reduce engine weight。
Ii. “female exercise” for core components: more stringent processing than swiss watches
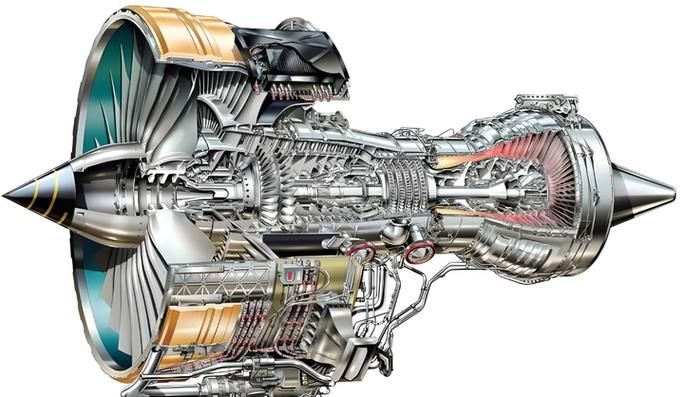
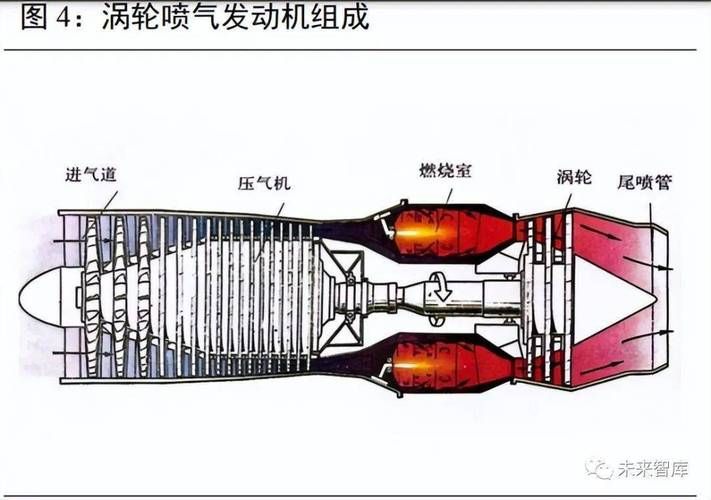
If design is the “genetic” of the engine, the processing of the core components is the key to transforming the genes into “entity”. The key components of the turbine engine consist mainly of turbine blades, pressurizers, combustion chambers, turbines and transmission axes, each of which has unique difficulties in processing。
Precision parts of turbine blades: “dancing in a blaze”
Turbo blades are the worst working parts of the engine and the most difficult to process. Its processing process usually begins with “precision casting”: the pre-formation of ceramic cores and casings that are fully consistent with the shape of the blades, and then the pouring of melted high-temperature alloy into the mould, cooling down before breaking the ceramic shell and extracting the pre-forming blades. During this process, the temperature control must be accurate to ± 5°c, otherwise the crystal defects will occur, resulting in a break in the use of leaves。
After the casting is completed, the leaves are also processed through the "five-axis ripple". This high-end processing device controls the motion of the five coordinate axes at the same time and produces complex cooling channels on the blade surface - the diameter of these corridors is usually only 0. 5 - 1 mm, but can cool the leaves through the air stream, allowing the leaves to function normally in conditions well above their own melting points. When the process is completed, the leaves also need to be tested for fluorescent osmosis: the blades are immersed in fluorescent fluids and then exposed with ultraviolet light, and if there are small cracks on the face of the blades, the fluorescent fluids will infiltrate and show the location of the cracks. This test can reach 0. 01 mm accuracy, equivalent to 1/10 hair diameter。
Pressure presses and combustion chambers: “manufacturers of air flow” and “flamming packagings”
The function of the pressurizer is to compress the inhaled air, increase air density and prepare for combustion. It usually has as many as hundreds of leaves, and the angles and shapes of each leaf are accurately calculated to ensure a smooth flow of air. The process of the pressurizers is mainly based on the technique of “whole leaves”, i. E., the integration of the blades and the wheel, which avoids the cracks and stress concentration associated with the traditional coupling. This process requires the use of "electrical processing" techniques, using electrochemical corrosive effects of electrolytic fluids, to "sculpt" the shape of a leaf on a metal fur, with a processing accuracy of 0. 005 mm。
The combustion chamber is the “centre of fire” of the engine, where fuel is burned in combination with compressed air, generating high temperature and high pressure gas. The interior wall of the combustion chamber is subject to temperatures above 1,500°c, so it usually uses a “breath structure”, which is a high-temperature, heat-resistant alloy, the outer layer is a low-carbon, dispersive steel with a cooling film. The difficulty of processing in the combustion chamber lies in the “fomenal hole” of the inner wall, which needs to be evenly distributed in small holes of 1-2 mm diameter in order to form a continuous cooling gas membrane to prevent the internal wall from being burned. The processing of these holes requires the use of “laser piercing” techniques, with tens of holes per second and no more than 0. 1 degrees vertical error。
Turbo disks and transmission axes: "the transmissor of power"
Turbo disks are key components that connect turbine blades and transfer axes, and they are required to withstand the huge centrifugal power generated by the rotation of the blades, so that they must be extremely strong and resilient. The processing of turbines usually begins with “manufacturing”, heating high-temperature alloy hairs to above 1,200°c, and is then shaped with a ton-grade water press, a process that allows metallic crystals to be refined to increase the strength of the turbines. After the exercise has been completed, the process of “numeric-controlled car cutting” and “branching” ensures that the end and inner hole accuracy of the turbine are usually contained within 0. 002 mm, equivalent to 1/50 of a hairline。
The transmission axis is a “bridge” for power, which needs to be stable in high-speed rotations and therefore requires a high degree of straightness and concentricity. The processing of the transmission axis is based on a “intentional grinding” technique, which does not require a fixed centre of work, but rather a high accuracy grinding process through the rotational drive of two sand turbines, which can be contained within 0. 001 mm。
Combination process: "mmm-grade fusion" at all
If component processing is “one-on-one”, the assembly is “teamwork” and “zero error collaboration”. Turbo-engine assembly processes are usually divided into three stages of "component pre-assembly" "core assembly" "assembly" with rigorous process and test standards for each stage。
1. Pre-preparation: cleaning and detection, without any defects
Before assembly, all parts and components must be “triple-cleaned” with kerosene to remove oil from the surface, then with ultrasound washing machines to remove small impurities and then dry with high pressure air. After the cleaning is completed, a "size re-examination" is also performed - the critical dimensions of each component are re-measured with a three-coordinate meter to ensure that the design requirements are met. For critical components such as turbo blades, there is also a "move balance" test to ensure that there is no vibration during high-speed rotation。
2. Part pre-assembly: first, a small module, then a large system
The pre-assembly of components consists of the assembly of scattered parts into "functional modules " , such as the installation of gas-pressure blades on the air-pressure plate, and the installation of turbine blades on the turbine wheel, which form the gas-pressure rotor and turbine rotor. During this process, the blades must be installed in an angle that is as accurate as 0. 1 degrees, or otherwise affects the flow flow. Once installed, you're going to have to use the power rectangular wrench to tighten the bolt to ensure that the pre-heavy force of the bolt meets the requirements. – too little pretension can cause foliage, too big can cause bolts to break and can cause serious accidents。
Core assembly: “heart core” of the engine
The core is the “power source” of the engine and consists of pressurizers, combustion rooms and high-voltage turbines. The assembly of the core is the most critical element of the overall assembly process and needs to be carried out in a cleaner workshop “smooth and wet” to avoid environmental factors affecting the accuracy of the assembly. When assembled, first the pressurizer is connected to the combustion chamber and then the high-pressure turbines are installed. The entire process requires the calibration of concentricity by laser calibration and ensures that the central axis of the pressurizer, the combustion chamber and the high-pressure turbines is fully reconnected and that the concentric error is within 0. 01 mm。
4. Complete assembly: integration of all modules into full power
Upon completion of the core assembly, the assembly phase was completed. This phase will require the installation of modules such as low-pressure turbines, fans, fuel systems, control systems and so on into the core. For example, the installation of a fan requires the slow lifting of the fan's rotor into the engine box with a special crane, which is then connected to the low-pressure turbine, ensuring that the gap between the fan blade and the receiver is evenly balanced -- this gap, which is usually only 0. 5-1 mm, is too small to cause foliage, and too large to cause leaks and affect engine efficiency。
The installation of the control system is more sophisticated and requires the accurate connection of thousands of conductors and dozens of sensors to various parts of the engine, which are responsible for the transmission of key data, such as speed, temperature, pressure and control of fuel jets and turbines. The link to the route must be secure, otherwise the engine is easily released when vibrating, leading to the failure of the control system。
Final testing: “extreme challenge” to be eligible to leave the plant
The completion of the assembly does not mean that the engine will be able to leave the plant, but it will also have to undergo a series of “extension tests” that can only be delivered with all the engines tested. These tests include, inter alia, “ground shelf tests” and “high-altitude simulation tests”。
Ground shelf tests are conducted on dedicated test racks and include start-up performance, glitch stability, maximum thrust, fuel consumption, etc. At the time of testing, the engine would need to function at different speeds and loads, with a maximum test time of up to thousands of hours to simulate the conditions in operation. During the testing, hundreds of sensors will collect engine data in real time, and once an anomaly occurs, the testing will cease immediately and the engineers will screen and repair the problem。
High-altitude simulation tests are conducted in the "high-altitude simulator" to test engine start-up performance and thrust output at high altitude by simulating a low temperature and pressure environment at a height of 10,000 metres. For example, in a simulated altitude of 15,000 metres, engines need to be able to function normally and push to meet design requirements. Such tests can effectively avoid engine failure during actual high-altitude flights。
In addition to performance tests, engines are subject to a “durability test”, which allows engines to operate for thousands of hours under a rated condition, then decomposing to check the wear and tear of individual components and assess the engine's useful life. Only all the engines tested can be formally delivered to the client。
It's written at the end: extreme precision, safe air
From design to production, from assembly to testing, every link of a turbine engine is filled with "extreme pursuit". Such pursuit is not just a technological breakthrough, but a fear of security. The production cycle of a turbine engine usually takes 1-2 years, with the light detection chain accounting for almost one third of the time, all of which is to ensure that when it reaches the blue sky, the power can be exported steadily and reliably。
Today, the technology of turbine engines continues to improve, from traditional turbine engines to future recycle engines, from high-temperature alloys to ceramic-based composites, each technological innovation requires higher levels of precision in production and assembly. And this spirit of “precision” is the reason why “the pearls on the industrial crowns” are not。



