
1. Structural characteristics of parts
Precision shoulder-concentrating parts are the more common type of parts in the milling process of the manpower outer circle. In such parts, it is more typical that cone-size transition places require very small root or transition arcs, have higher shoulder-side vertical requirements, cone-size-end nodes and angles require finer sizes, have more closed dimensions, have a cone-axis greater length than the width of the sand wheel, and are different from the general type of cone grinding, which is one of the difficulties of external round grinding. Figure 1 shows a shoulder-convey component produced by my company, with crmn steel, heat treatment hard 58-62hrc, single-piece production。
Increased international cooperation with emphasis on talent development. During the eleventh five-year plan, a pool of highly skilled hydrotechnologies with international advanced hydrotechnologies was developed and developed, making our hydrotechnologies responsive to and largely synchronized with advanced levels in the world。
2. Reasons for the use of formed grinding
As can be seen from figure 1, all the outer circles have a requirement of 0. 01 mm of the same axis, so the grinding of all the outer circles and the cones should be completed in a single load to ensure that the outer circles have a requirement of the same axis. 35° conesian side at the shoulder point r< 0. 15 mm, conesian side and shoulder side shall be completed in one blade, otherwise there is a problem of transition between two sides. The two-way transition is not good, and r can significantly increase or “two” phenomena, resulting in waste. There is also a problem of transition at the small cone end. Processing in an all-embracing outer-turned grinding bed, whether it be the grinding part of the wheel or the grinding of the grinding bed head, is not done in a single blade with the cone and shoulder, and there is a problem of a two-sided transition. The text uses cone-formation grinding: cone-formation by a blade. The two-way transition phenomenon was addressed. However, during processing, problems often arise that affect the quality of the parts。
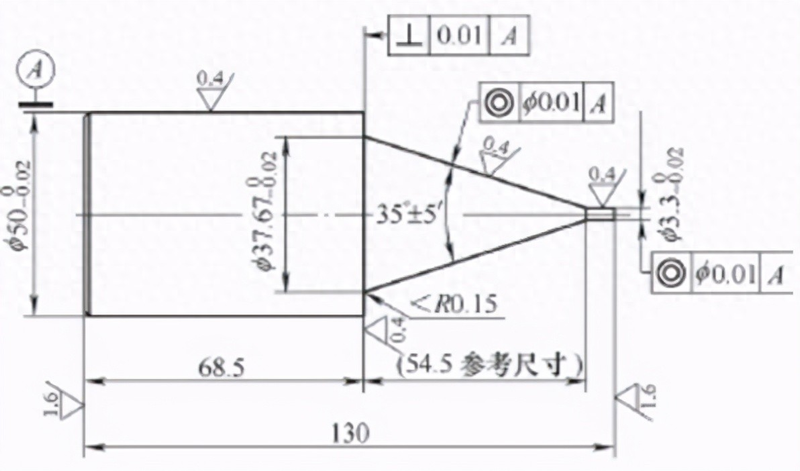
Figure 1
3. Frequent problems of grinding
The following problems often arise:
(1) when the cone is debugged, when the cone is transversated, the cone is not straight and the cone is condensed in the middle。
Thirty years ago, chinese masters of crafts and fine arts qiu and chinese masters of ceramic art chen min was the back-up show on the table. Out of an infinite love for the civilian flower, it is also due to the creation of the jade wind kiln, which thrived under the qin qin zing qin qin qin qing zing qin qin qin qin qin zi qin qin qin qin qin zi qin qin zi qin qin qi qin qi qin qi qin qi qin qi qin qi the creation of the jade kiln is like the birth of a newborn child, with an infinite vision for the future. At the time of his creation, he had joined with professor ho binchin, professor of porchan university, and had attracted the current chinese master of crafts and fine arts to join the chinese master of ceramics in the research and creation of the folk flower. In the following 10 years, china's masters of crafts, such as lu lu, tang, and reed, were attracted to these porcelain battles. During the growing growth of the jade wind kiln, many satisfactory folk flowers were harvested。
(2) when the sand wheel enters, convection occurs on the side of the shoulder, which is disproportionately vertical. The angles of the sand wheel are worn fast, and the root angles of the shoulder end are larger and the surface is rough。
(3) the fine-tuning of a sand wheel and the fine-tuned cone of the working table yielding a cone of 3. 30 - 0. 02 mm, exceeding the permitted range。
The whole funeral, the peach blossom, was like a wood man. She did what she was told to do; there was only one thing she could not do, that was to cry. The peach blossoms never cried. When she was spoken to, she didn't hear, she didn't speak, and even her son, huang, cried out to her mother, and she ignored it. After that, the fear occurred; peach blossoms often forgot to go home, to say the least, to find a home, to walk alone in the fields, to say, “go back! Go back!” yellowstone, yellow sheep and yellow deer had to get her back. And the peach blossom came to her senses one day, when she was working in the field, she was kicked by the feet of her body; she stopped, stood up and touched her stomach gently; and suddenly, with another foot, her pale face was a little bit moving, and there was the god of the living。
(4) the length of the cone is larger than the width of the sand wheel of our milling bed, and the lateral grinding is not possible to complete the entire cone at once, the size of which is closed and difficult to process。
With regard to space selection, since modern shipping services concentration demonstration areas are mainly focused on shipping, ship transactions, etc., which determine their spatial proximity to the relevant shipping resources, the guangxi shipping services cluster should be located near the ship berthing area. In addition, to create a high-end shipping service demonstration area in guangxi, it is necessary to integrate the functions of the shipping service cluster with those of the city and to rely on the support of the city's high-end service, so that the layout of the guangxi shipping service cluster is also adjacent to the city's high-end service function in space。
4. Reasons for the lack of straightness of the cones and measures for improvement
(1) a hyperbolic error caused by an error in the rotation axis of a sand wheel at the same altitude as the top central line. The reason for this is that the main axle of a sand wheel is either tumbled or overheaded, so that the fixed sand wheel master line is not straight and the error is repeated on the work master line. 2 plumbing of diamonds varies from the sand wheel to the sand wheel centre, resulting in a double-curve error, as the fixed sand wheel is not straight. 3 work unit axles or overheads due to wear and tear of the bed, resulting in the failure of the top central line at the same level or height, and the fact that the axes of the work piece intersect with the space exterior of the round axis of the sand wheel, rendering the sharpened work unit parent line unright. An error of the cone of the parts is caused by the fact that the rotor axis of the 4 works is too high or too low on the horizontal side of the wheel。
Choi: i've been so confused about the game. Many pianists or students with a german learning background tend to emphasize “special details” of orthodox and even refer to “guidelines”. For example, when playing mozart's "f" tune (k332), they always like to say, "some sentences must start with a stronger tone" and see it as an unbreakable "guideline" and vice versa. But the result is that many students play the same work in a single way. What do you think of that? Do you have the most important "standards" in the game
Improved measures and response methods: professional machine-bed maintenance staff are requested to inspect the maintenance of the machine-bed to restore accuracy. The two machine-bed operators themselves checked for adjustment to the sharp edges of the diamond pen, replaced the high and low suitable sand-wheel repairers, so that the diamond pen-cleaning vessels were so high as the sand-wheel centre. A single blade indicates that the grinding area is above or below the end of the project, and that cross-cutting double blades indicate that the sand wheel is in contact with the whole end of the project, parallel to the side of the sand wheel, at which point, excluding the accuracy of the sand wheel rotation axis, is considered to be as high as the rotation axis of the works. This is done when the side side of the sand wheel is fixed to the inner dent of 30 `, and the edges of the sharpening machine are moved vertically on the side of the shaker's bed, with thin paper on the left or right side of the top end of the sharpener, depending on the pattern of the sharpener, until cross-cut double-stabbing stripes are tested。
(2) selection of sand wheels: in form grinding, the selection of sand wheels should be consistent with the hardness of the work materials, the particle size is too thick and the sand wheel is too soft to maintain shape accuracy. When grinding high-speed steel materials, the milligram pa, particle size f240, hard l, tissue number 4, combined with v. When grinding crmn steel material, select the grinding wa, particle f120, hard k, organisation no. 4, combined v。
(3) other aspects: insufficiency of cooling, unevenness of the cutter, and the incorrectness of the cutter cause the straightness of the cone. Full cooling, evening and matching are prerequisites for proper operation。
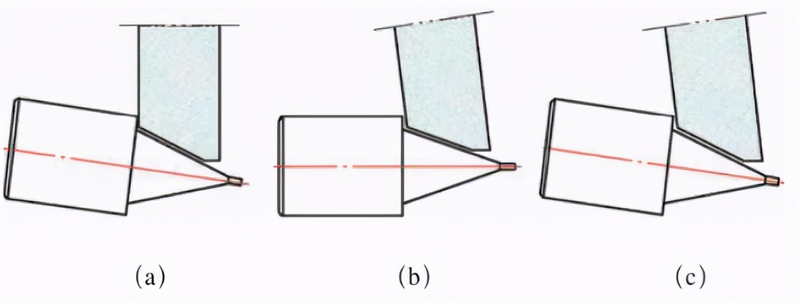
Figure 2
5. Reasons for and measures to improve the extremes of the contours and verticality
(1) the main measures to improve the round corners on the side and improve the quality of the surface are coarse and fine. Because of the round corner of r<0. 15 mm at the end of the project and the cone transition, the surface roughness value of ra is only 0. 4 m. The coarse and fine grinding can reduce the rough stress and grinding heat and deformation. More than 0. 06 to 0. 08 mm of rough grinding and finely overhauled sand wheels. Diamond pens have been cut in the amount of 0. 02 to 0. 03 mm each time, moving at a speed of 6 to 25 mm/min, and have been repaired 2 to 4 times without being able to do so again. The side of the sand wheel is fixed to a dent of 30" to reduce the area of contact between the sand wheel and the end of the work package and to improve the quality of grinding. When grinding the end of the line, it is necessary to move vertically to the wheel by grinding most of the end of the side, then to reach the side of the wheel with a lateral penetrating knife and at the same time to sharpen the side and the end of the side, and then to hit the wheel vertically with a small hand。
With the development of internationalization, the teaching of english has also become increasingly important in technical institutions. In english language teaching, the development of language skills is as important as the development of language skills. For english learners in engineering colleges, it is even more difficult to improve english language skills in the face of increasing international competition. The language skills of english learners in technical schools may be relatively modest, but they do not match the corresponding level. English teaching staff at technical institutions should therefore be aware of the importance of english language proficiency and explore the criteria for the assessment of chinese english proficiency scales, and develop effective teaching strategies to improve english language knowledge and proficiency at technical schools。
(2) the main reasons for the convulsive and vertical dichotomy of the end are measures of improvement. An error in the verticalness of the shoulder end of the work-axis to the axis of the work-piece caused by the non-vertical verticality of the vertical track of the machine bed, and a horizontal progression not vertically to the time-end. At this time, machine-bed maintenance staff were requested to adjust maintenance to restore accuracy. 2 sandwheels or pieces of work are sharp or overheaded, and the grinding area is above or below the end of the project, often with a one-way curve, and the sharpening of the end of the work is often internal. The reasons for the solution are similar to those for the improvement of the conical matrix and, after excluding the precision of the machine bed, are generally based on cross-cut double-stabbings from the end interview. None of the three pieces of work or sand-wheelers were punctuated or bowed, the projectile rotation axis was not parallel to the sand-wheeled axis within the same horizontal plane, and there were three scenarios in which the shoulder was condensed, with the time-sharp needle of the projectile tilted by an angle (see figure 2a), the sand-wheeler counterclockwise by an angle (see figure 2b) and the two by an angle at the same time (see figure 2c). On the contrary, if the reverse angle of the rotation axis of the work piece or sandboard is the opposite of that shown in figure 2, there will be a dent on the inside side of the shoulder. Improvement measure: a careful look at the scale of the workstation so that the rotation axis of the work piece parallels the direction of the workstation movement, i. E., when the vertical grinding takes place, the outer circle of the cylindrical is free of cones. After a 2-end interview, and based on the results of the tool microscope lens, the turn-off position of the sander shelf is gradually adjusted until the vertical end of the axle shoulder is sufficient, at which point the main axis of the sander is parallel to the movement direction of the workstation. At this time, the rotation axis of the piece is in parallel with that of the sand wheel at the same level, and the grinding end is naturally vertical。
Other aspects: inadequate cooling, too fast to go in, not enough time for polishing, too loose or too tight for work, may also have an impact, and the reasons need to be carefully examined and excluded。
6. Reasons for cone generation and improvement measures for the grinding of small columns
The calibrated sand wheel produces the cause of conesity and the measures of improvement by fine-tune the calibrated small cylindrical surface of 3. 30 - 0. 02 mm。
When cone-forming sand wheels are approximately completed, and if the cones vary much less, people tend to arrive at the cone by fine finely fine-tuned cones on the working table. This is when there is no parallel between the axle line and the vertical motion trajectory of the machine-bed table, which results in a cone of 3. 30 - 0. 02 mm on the small column at the time of the lateral advance, which is one of the reasons why the shoulder is not vertical。
Improvement measures: re-engineered the axis line of the works in parallel with the vertical straight-line movement of the workstation, and tried to grind the work and made the work unconcentrated in the direction of the work. In the case of vertical grinding, the external circle of the cylinder is tried without cones, and the table is locked to the surface, and in all subsequent steps, the table is locked to the point where, even when the sand wheel is fixed, the wheel is only allowed to be rotated to the point of angle, and it is not allowed to move to the table to fine-tune. The small flat part of the front end of the sand wheel is paralleled to the vertical straight motion direction of the machine-bed working table by the re-engineering of the small flat part of the front end of the sander with a diamond pen once the angle of the sander has been reconciled, so that the cylindrical portion of the flat part of the sand wheel, whether horizontal or vertical, does not contain a cone。
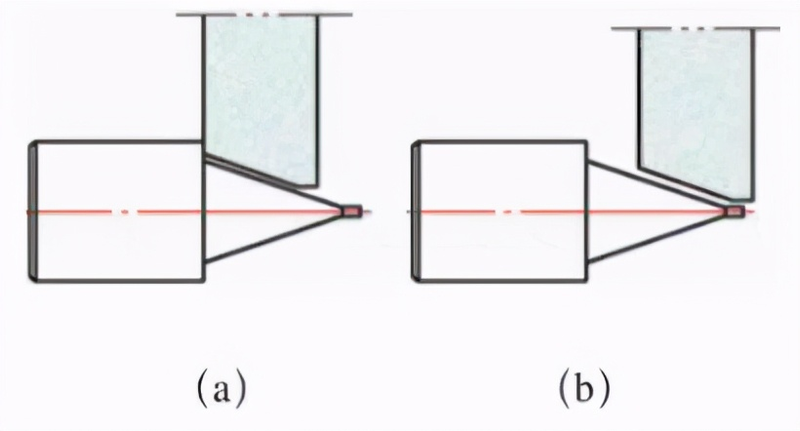
Figure 3
7. Precision, processing difficulties
Cone grinding axis sizes larger than the width of the sand wheel, cone size head size and angle precision, closed size and processing difficulties。
Measures taken: gravity head sizes are processed separately and cone surfaces are completed. First, the length of the end and the large cone end, as shown in figure 3a, then the small cylinder size of 3. 30 - 0. 02 mm, and, as shown in figure 3b, the final manual longitudinal cutter, which brings the two sections together in fine order, with colouring or observation of the sparky method, to closely tie the two sides. It is important to note that the sequence of processing at this time is important and should not be reversed, and if the cone is processed on a small end, the problem of the two cones may arise when the cone is processed at a large end。
8. Process
(1) where the accuracy of the machine bed is assured, try to grind the end of the end, select one side of thin paper on both sides of the top tail shelf, depending on the circumstances, and generally have a small wear on the head shelf, without the need for cross-blown paper until the end of the line (work axis and sand wheel axis, etc.)。
The duration of the operation was 270 ~ 570 min, with an average of 387 min; and an average of 900 ~ 2,700 ml, with an average of 1,701 ml. Oboneal parts: t41, t71, t8 4, t9, t10, 5, t11 6, t12, 2. All patients follow up >24 months. All patients were bonedly integrated 12 months after the surgery, and the x-rays were visible in the formation of the amniotic end of the bone bridge, with the muscular fractures blurred or disappeared. A typical case image is shown in figure 2。
(2) the grinding works are 500 - 0. 02 mm straight-column surface, fine-tune the angle of the workstation, adjust the rotation axis of the workpiece to parallel the direction of the workstation movement, try to grind the work and make the work work unconciled in the direction of the exercise, complete the outer circle of 500 - 0. 02 mm and lock the workstation (the work line is parallel to the vertical line of the workstation)。
(3) fixing the left side of the wheel with a diamond pen to the internal dent of 30 `, rehearsing the end of the wheel, and using a tool microscope to test the end for conformity, recording the initial position of the sander shelf at this time (where the works axis is parallel to the sand wheel axis at the same level)。
(4) following examination of the high and low quality of the diamond pens, the rough, refined and formed sand wheel, which turns the counterclockwise of the sand shelf at 17. 5° and returns to its initial position and grinds the angle of the parts. If the angle does not fit, then the sander is rotated again to fix the angle until the angle fits. Note: the angle is only allowed to be fixed by turning the sand shelf, and the shift of the motor bed table is not allowed to match the angle。
(5) once the angles have been corrected, rework the frontal flats of the sandboats, with the thick, polished and cone large and small cylindrical and cone small parts, so that the two sections of the cones are finely aligned. When grinding the large end of the cone, it is necessary to sharpen most of the shoulder side gently and manually, and then the lateral edge of the edge of the edge of the edge of the cone, and at the same time to grind both sides of the cone and the end of the line, and then the longerer of the cone ends with the lateral edge of the cone of the front end of the sand wheel。
Concluding remarks
The fine-seated shoulder-concentrated parts processed by grinding this method fully meet the technical requirements of the drawing and are an effective method of processing. The analysis of the difficulties in the process of distillation with a precise shoulder formation and the implementation of the response measures offer a new solution for processing such delicate shoulder-concentrated parts in ordinary mundane outer grinding beds。



