
Two hours, i did an equipment check and maintenance and repair of the closed loop system, not how fast i did it
It is the management of equipment in many factories, which is not a matter of technical sophistication, but of the fact that a few of the most basic things have not been taken up。
Many enterprises speak of equipment management, preventive maintenance, digital closure, or the old way of running on the ground: deal with problems first, and then finish。
What i'm doing this time is not complicated, is putting these things together and making them into a light closed loop that really runs。
There's nothing heavy on eam, and there's no particularly complex web platform. It's a simple logic, two hours, starting with zero, with a system of equipment management that can get people on the front line
Equipment inspection, regular maintenance, unusual repair, repair and disposal, and backfilling of results. The aim is also straightforward, not to make a system that looks big, but to make the site stop yelling, rushing and remembering about the equipment。
And i'm going to open my mind, and you're going to be able to make a quick version of it。
- the equipment management and inspection system shown in the text, templates have been organized - business management template centre - business digital solutions centre - shortway clouds

I. Equipment management is really stuck, not fixed, but broken
Many factories do not actually have equipment to manage their movements, but they are not related to each other。
Operators conduct spot checks every day and the equipment section has maintenance plans, and repairers will also deal with problems. Looks like everything. But as long as you go around the scene, you'll find that most of these things are separate。
It's done. No one's following us. The maintenance was performed but not in place and not visible in the system. The maintenance order was turned off, but the failure occurred just last month and many people are not sure。
Finally, it becomes a very common state: the problem is not not not being addressed, but is being repeated。
This is also why many workshops find equipment particularly problematic. It is not because the maintenance effort was not hard, but because the management action stopped at “the unit is finished” and did not continue to look forward or back。

Two, before i start, i'll think of four things
I didn't go up to the page and the choreography, but i started by thinking about a few of the core questions. Because if it's not logical, the system can't do it as quickly as possible。
First, the size of the device to which it relates。
The answer is clear and must go to a single device. It is not the vague concept of “packaging line” as a “compression area”, but it is specific to the equipment number, location, responsible person, type, level of protection. All the moves in the back have to be here。
Second, what exactly is the inspection。
This can't be too much. There are many points to check projects, but few can really detect problems. So the standard of inspection has to be applied to the equipment, so let's not try to be exhaustive, but start by listing the most vulnerable and worthy points。
Third, how maintenance triggers。
We can't do it much longer. Either by time or by the running cycle, the system has to be able to generate tasks automatically, rather than by the human mind。
Fourth, after the repairs have been completed, the system will be completed。
I gave myself the negative answer. The completion of the repairs is only the end of processing and does not mean the end of management. At the very least, failure, disposal, cause classification and repetition of such information should be left behind. Otherwise, it's going to happen again。
When these four issues are clearly figured out, the rest of the set-up is actually fast。
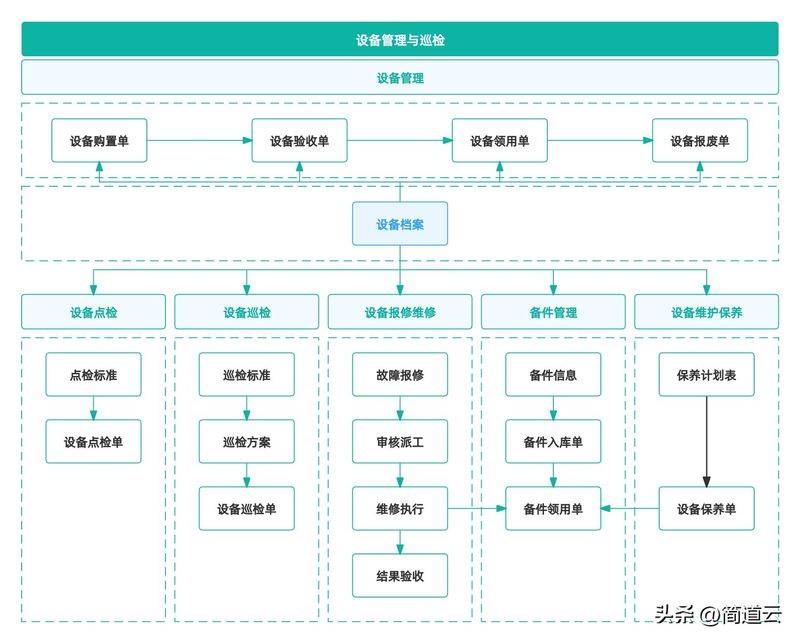
How did you get it out in three or two hours? In fact, step one, step one: build the equipment account and basic standards
I started with a few base tables, and this is a very stupid step, but it's actually the most critical。
The first one, the billboard for the equipment table. Fields include: equipment number, equipment name, type of equipment, workshop in which it is located, line of production, responsible person, date of commission, maintenance level, critical equipment。

Second, standard inspection forms. (b) the pyrotechnics look at the temperature, the state of the mould, the hydraulic system; each inspection item may also be accompanied by a standard value, an unusual description and a recommendation for processing。
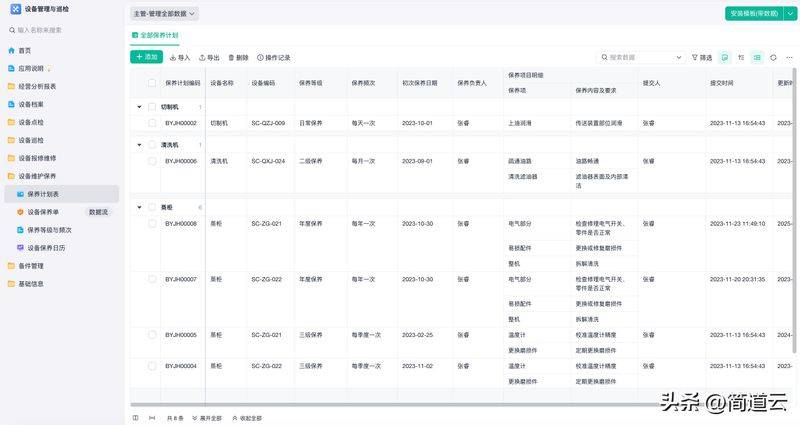
Third, maintenance schedule. What level of maintenance is the equipment, how long is the cycle, what is the maintenance project, who is responsible for its implementation, and when is the planned date。
Fourth, maintenance knowledge/facility type table. Categorization of common malfunctions, typical causes, common handling methods, need for shutdown, need for spare parts。
This step has only one purpose:
The rules of the past scattered over paper, walls and brains are first translated into structured data。
Without these foundations, the process behind them will be empty shells。
Step 2: lighten the inspection entrance and direct referral
I'm the one who's afraid of getting heavy. If you let a front-line employee open a complex system and flip over and fill up a bunch of stuff, no one's going to use it seriously。
So i made it very simple:
Operator or point examiner to turn on the mobile phone; select device; automatically bring out the item of the inspection today; normal direct point "normal " ; unusual to choose "unusual " to take a photo and add a sentence。

The point is:
Once an anomaly has been determined, the system can directly generate an anomaly record and, if necessary, relay a repair order。
This step is particularly important. Because the biggest problem at the scene in the past was that, after the inspection had discovered the problem, the next step was not smooth. It is often “discovered, but left” “discovered, verbally” “discovered, but not until after work”. As a result, small problems have become a major problem。
Once the inspection and the report have been completed, the inspection will be of real value. It is no longer merely a scar, but it is beginning to become the entry point for pre-facing migration management。

Step 3: automation of the maintenance plan. Answer
The maintenance of this matter is most likely to be squeezed out of production in many workshops. The machine keeps running, and everybody thinks it's creating the value of the product; and as soon as we stop and do the maintenance, some people are too late to produce。
Therefore, maintenance must be replaced by “involved, documented and tracked”。
My approach is simple:
The system automatically generates maintenance tasks to be performed according to the equipment and cycle; reminds those responsible before expiry; by the date of the plan, those responsible must deal with: execution, extension, reassignment; fill in the maintenance results after execution and upload photographs as necessary; if abnormality is detected during maintenance, they can be directly converted to the repair worksheet。
As a result, maintenance and repair are tied. It's not today's maintenance, it's tomorrow's maintenance, but:
Problems identified in maintenance go directly into repair; experience after repair allows for revision of maintenance standards。
That's what really matters。

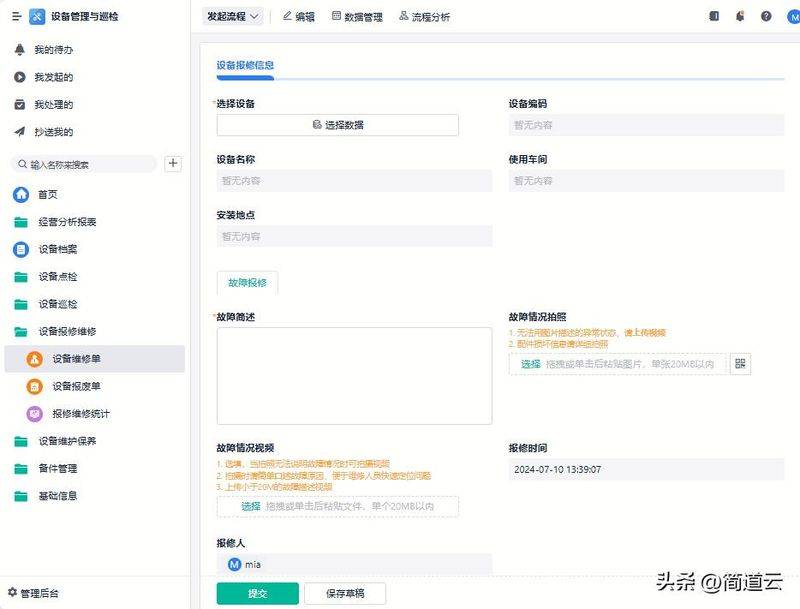
Step 4: make the maintenance worker's list a closed loop that can flow, hold back and reset
After the rectification, i made a few very clear lines:
(a) to be accepted。
In each of the maintenance worksheets, i request that these be recorded at least:
(b) information on equipment。
You'll find that much of it wasn't known, but not left. But once it's in the system, it's worth it。

For example, you'll soon see:
Which equipment is the most malfunctioning; which class is the most frequent; which problems are always at night work; which failures have been repaired several times or repeated; which problems are actually small in inspection。
At this point, the system is not just a “fixing device”, but is helping you to move the equipment from passive fire-fighting to active prevention。
Four, it's not the watch, it's the three steps
If it's just a watch, it's not closed. What really works is these three steps。
1. The inspection revealed anomalies that could go straight down
The biggest problem at the scene was that inspection and rehabilitation were two things. The inspector saw the anomaly, either in memory or orally, and it was not clear who would take over。
So what i'm doing here is simple: if there's an anomaly in the inspection, the system can directly generate an anomaly record, and if necessary, switch to a maintenance order. The benefits of doing so are straightforward, and those who find the problem do not have to repeat it, and maintenance does not slow down because the information is broken。

2. Maintenance cannot be merely a reminder, but also results
Many systems are maintained only as “a reminder”. But it doesn't really work. It really matters whether the maintenance was done or not, what it found。
Therefore, once the maintenance assignment expires, it must be handled by someone. The results are recorded when done and the reasons for not doing so are explained. If the equipment is found to be in an incorrect state during maintenance, it can also be transferred directly to repair. Thus maintenance is not a separate schedule, but a step that can really affect the state of the equipment。

3. Information will be returned after maintenance is completed
Many of the factories were finished after repair, with a maximum of “rehabilitated” on paper. However, such records have little management value。
I have retained a few minimum but useful fields here: failure phenomena, disposal methods, time for repair, cause classification, repetition of failure. Don't underestimate the fields. A lot of questions come out. Any equipment that has problems with age, which type of failure is always repeated, and which anomalies actually appear as early as the inspection phase, can be seen slowly afterwards。
V. The set works not because it's advanced, but because it's available
Many people do systems, and it is easy to focus on “many functions”. But there are two things that really matter to the factory site: whether it's okay to get to the way it works。
Why didn't i do it so badly this time, because the equipment management thing was not done with fancy functions. The worst thing on the scene was to fill out a bunch of forms, go through a lot of processes and eventually go back to twitter。
So i tried to keep it as light as i could。
Check the entrance as simple as possible. Maintenance tasks come out automatically, not recorded. The service entrance is unified, and no more calls are made. Once the maintenance has been completed, the key information will be completed without adding too much additional burden。
As long as these steps are not twisted, the system has a chance to run. Once the system can run, many of the management actions that follow will have a basis。

Six, if you want to do it yourself, start with the smallest version
Such systems are most afraid of being big at the outset. In order to access sensors, automatic warning is required, spare parts are to be handled and analysis screens are to be made. It's all right, but the first step really doesn't have to be so heavy。
Just make the smallest version。
Let's build the table first. Then list the inspection criteria. A maintenance schedule, a maintenance schedule. It is crucial to get two things through: inspection anomalies can be referred for repair and maintenance can be used for repair。
By doing so, the system is no longer static, but it is really operational。
Then you'll slowly add something to it, like equipment résumés, spare parts consumption, failure statistics, early warning rules. But the premise must be that the most basic link in the front is running。

I'm gonna say one last thing
The two-hour system is possible not because equipment management is simple, but because many plants need it most and are not a particularly heavy system。
What they need more than anything else is to tie up a few things that have been scattered, so that the inspection is not an ulterior event, so that the maintenance is not a hang-up, and so that the repairs are no longer driven by people. As long as these basic actions work, there will be a lot of savings on the ground and many problems will not always recur。



