Epoxy-rich zinc base paint construction “no pits”
Director general of corrosion control technology, 51 corrosion control forum network
The epoxy-rich zinc base paint, which is an important anticorrosive base coating of steel, has become a three-pronged application of long-activated steel preservation by protecting the cathode at the expense of the anode. It dominates high-demand scenarios such as marine engineering, petrochemicals, bridge and steel structures, with an accompanying rate of more than 60 per cent in new heavy preservation projects. According to statistical analysis, in 2023, epoxy-rich zinc paints accounted for about 31. 4 - 31. 7 per cent of the market for heavy preservation paints, 24 - 26 per cent of the market for overall preservation paints, the core product of iron and steel preservation, and were thus referred to as the long-activated “gatekeepers” of steel installations。

In accordance with the design requirements, steel has a long-activated preservation period of 15-25 years, or even longer. The most widely applied and effective classical steel preservative coatings for this requirement are the "ethygen-rich zinc + epoxy mercuric + fluoride paints (polyurethane or polysiloxane)" coating structures. The three sets of actual useful life will also need to be determined by such factors as zinc content in epoxy-rich zinc base paints, the environment in which they are used, the quality of construction and the thickness of coatings, in which zinc content in paints and the quality of coatings will have a major impact on long-lasting preservation of steel. According to the national standard hg/t 3668-2020, epoxy-rich zinc-floor paints are divided into three categories of metallic zinc content (all mass fractions) according to the non-volatile fraction:
1 contains 80% zinc capacity (high corrosive environment, e. G. Ocean, chemical)
2 contains 70% zinc thallium (moderated environment, e. G. Industrial atmosphere)
3 contains 60% zinc (low corrosive environment, e. G. Dry room)。
International common standards include iso 12944-5 for 80 per cent non-volatilization of zinc; sspc-paint 20 organically enriched zinc; 77 per cent; and bs 4652 dry film zinc content 85 per cent. Zinc is required to form a continuous conductive network in coatings, and when steel is corroded, zinc is given priority for oxidation (at the expense of the anode), thereby protecting steel from corrosion, and only when the zinc content (60 per cent of the epoxy-rich zinc base paint) reaches the standard can it be effective in cathode protection. So, the "zinc-rich" base paint will guarantee the long-lasting preservation of steel, not the "zinc-rich" base paint (40% zinc zn)
In addition to the long-lasting factor of the content of the coating zinc powder, which determines the duration of the iron and steel resistance, the quality of the construction of the steel coatings is also a key factor affecting the effects of the resistance, and the so-called “triple material seven” is very accurate for the effect of the epoxy-rich zinc base paint resistance. The base applied to epoxy-rich zinc base paints is predominantly steel-based and does not apply to concrete floors (some corrosives often treat epoxy-rich zinc base paints as concrete or cement base paints as inappropriate), because concrete is porous and alkaline, and can only protect the steel base in a cavity that cannot be stabilized with concrete. Therefore, the work on the coating of epoxy-rich zinc base paints is based on the steel base, and the assurance of quality is the assurance of long-lasting preservation effects. How can steel be protected for long years and meet design requirements? Based on the author's construction experience and application cases, the technical and nodal requirements summarized are as follows:
1. Steel surfaces shall be thoroughly processed to meet the sa2 1/2 level requirements specified in gb 8923 through the distillation process, and to meet the appropriate roughness requirements to ensure that zinc powder is in direct contact with steel to form a conductor network, performing cathode protection while significantly increasing coating effort. Non-advocacy of steel wiring wheels for rust removal, mainly because steel wiring wheels can only remove surface estre and deep rust from solid oxidation, while residual impurities can lead to corrosion under coatings; it is also the low and unevenness of the polished surface, with a much lower concentration of coatings than spray treatment, a high degree of defecation in the outdoors or in the industrial environment, a residual oxidation skin that isolates zinc powder from steel, prevents the formation of a conductive network, and the epoxy-rich zinc base paint can only be shielded and loss of core preservation。
2. The coating of epoxy-rich zinc base paints shall be performed within four hours, as long as possible, after the surface of steel is treated with sand. The main reason for this is that after more than four hours it is likely to be affected by air moisture, which results in rust, which affects the combination of epoxy-rich zinc and steel, and the effects of cathode-protective effects; moreover, information shows that steel molecules are very active within four hours of spraying, with the highest surface energy, and contribute to the adhesion and bite of epoxy-rich zinc paint。

3. Pay attention to the effects of ambient temperature and humidity during construction. When coated, when the ambient temperature is less than 5°c, there may be bad solidification, which can be protected if conditions permit. In the event that conditions do not permit, the winter construction option is to use low-temperature solid epoxy-rich zinc base paint to avoid coating on frozen and exposed steel surfaces. During the summer high-temperature season, solidification is particularly rapid and can avoid high-temperature periods, choosing to paint sooner or later without dew. Environmental humidity at construction
4. When epoxy-rich zinc paints are coated, select suitable high-pressure air-free sprayers, such as the yangtze gpq9c/gpq9c sprayer, gun mouth 0. 4-0. 5 mm, pressure 15-20mpa, suitable for 30-50 cm range, pressure ratio 32:1 and viscous thickness 45:1. The spray can be used continuously to mix the base paint in order to prevent the deposition of zinc powder, resulting in uneven distribution of zinc powder after spraying, a significant reduction in coating protection capacity, and a complete cathode protection barrier, possibly with needle holes, constrictions, etc. Zinc powder deposition can also result in the jamming of gun mouths and pipes, along with non-conformity in the thickness of sprayed film, suspension or dry spraying。

When epoxy-rich zinc base paints are coated for solidification and drying, intermediate paints and coatings are painted as soon as possible to prevent the generation of “zinc white”. At 85% humidity in a constant temperature environment (25°c), the surface of the steel sheet is “depleted”, the paint is white and bubbled, and zinc powder is oxidized early to form zinc salt layers, commonly known as “zinc white”. When general epoxy-rich zinc base paints are not effectively covered by 7d, zinc salt layers are created, which affects investment in lower-lane coatings (intermediate paints and paints). Therefore, once epoxy-rich zinc base paints have been dryed and solidified, the middle paint must be painted in 7d, and more than 7d needs to be polished to clear the “zinc white” before the next coating works are carried out. Based on the written experience, it is recommended that the base paints, subsequent mid-paints, and paste paints, as far as possible, complete the construction of all the coating packages within 7d to form a compact corrosive coating structure。
6. The thickness of epoxy-rich zinc-floor paints is an important indicator of cathode protection, and the thickness of coatings is not conducive to long-lived steel preservation. When the epoxy-rich zinc base paint is too thin (150 mm) it increases the internal stress and breaks the paint membrane, as the concentration of zinc powder is too dense to reduce the effort。
The classic combination of epoxy-rich zinc and epoxy cloud and fluoride paints (polyurethane or polysiloxane) gives steel “hard as rock”. The epoxy-rich zinc base paint + epoxy mercuric medium paint + fluoride paint (pur or polysiloxane) became “classic” because of its many years of practice and numerous applications, both in the context of major national project works and in the maintenance of ordinary steel facilities, through wind and time grinding, reflecting its incomparable value and reliability. This “iron triangle coating relationship” is clearly divided into steps that address both the electrochemical preservation of steel and its long effectiveness and low cost-effectiveness through physical barriers and durable protection. The epoxy-rich zinc-dermal paints, although extremely protective of steel, are “protective umbrellas” for steel resistance; but they cannot resist the erosion of ultraviolet light, which can be protected from erosion for 25 years or more by prolonged exposure to outdoor ultraviolet light, and can become ageing, dusting, surfaces forming a loose powder, deplete coatings, loss of integrity, preservative properties, and if the epoxy-rich zinc base paints are not protected by middle paints, zinc powder will be exposed directly to the air, wind blows and the consumption of zinc will accelerate, so that steel can otherwise be protected from erosion for 25 years or more, may be depleted in about five years, significantly reducing its preservative life. If the epoxy-rich zinc base paints are not protected by intermediate paints and paints, they are placed directly outside, not only to pollinate, but also to use dry and solided paints, usually grey or dark, but also very rough surfaces, which do not meet the requirements for many beautiful scenarios, and must be covered with a combination of paints to meet the needs of colourful beauty. If, in terms of cost-effectiveness, the epoxy-rich zinc base paints are used separately, the surface appears to have saved material and labour costs; but this is not the case, first of all, because the coatings fail prematurely, resulting in extensive maintenance or full re-loading over a period of three to five years, resulting in the loss of stoppages, grinding costs, and the combined cost of secondary construction, etc., far higher than the cost of one-time coating (i. E., epoxy-rich zinc base paints + epoxy cloud intermediate paints + fluorocarbon paints (polyurethane or polysiloxane))。
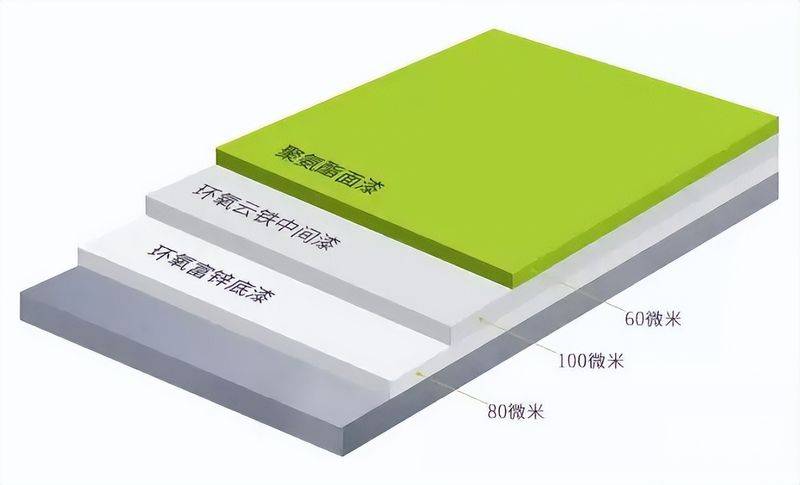
8. The best dry-film thickness formula for epoxy-rich zinc base paints, epoxy mercuric paints, fluorocarbon paints (polyurethane or polysiloxane) (the overall thickness is common for atmospheric/industrial corrosion) as follows:
1 epoxy-rich zinc base paint 70-80 m (1 course)
2 paint 80-120 (1-2 channel) in the middle of epoxy cloud iron
Three paints (60-80 m for fluorocarbon paints, 60-70 m for fatty polyurethane paints, 70-100 m for polysiloxane paints 1-2)。
This “iron triangle” coated-up structure, known as the “skin armor” protected by steel, is indestructible and ensures that steel remains intact and safe for decades. The classic coatings play a distinct role in “their respective jobs”, as follows:

1 epoxy-rich zinc base paint, which provides the most basic concentration and sacrifice of the anode and protects the cathode (steel) from erosion
2 an intermediate paint of epoxy cloud iron, increasing the overall thickness of the coating, enhancing the shielding effect, carrying up and down, and increasing the preservative effect of the coating as a whole
Three paints (fluorinated fluorocarbon / fatty polyurethane / polysiloxane varnish), resistant to ultraviolet and chemical, protecting the mid-floor paints from dusting and providing the required colours and glitters, giving them beauty。
While epoxy-rich zinc base paints are among the most traditional anti-corrosive substrate coatings, together with intermediate paints and lacquers, they form the classic most effective steel preservative layer; however, there are many cases of different corrosive effects and useful life due to the effects of various factors, and even of corruption failures. Much of this is due to the fact that, in addition to the quality of the materials, the key is the quality of the construction, so that “the construction of the three-point material seven” is not an empty word, but a solid construction quality control plaque. How to “no pits” of epoxy-rich zinc paint works to ensure that the classic coating mix is optimal and that it is made to protect the real “tips” of steel, which, in the view of the authors, deserves further thought, exploration and continuous innovation and breakthrough by all anti-corrosive coating technicians, is an attempt and a guide to sum up and summarize some of the points in the text, with the ultimate aim of addressing the problem of “no pits” of epoxy-rich zinc paints from the point of view of construction techniques and achieving a better vision of steel “never rust”。