Plastic packagings
(i) general
In the modern packaging industry, plastic packagings, which are light, transparent, non-fragmentable, corrosive, easy to form, produce superior performances such as low energy consumption, are widely used in packagings such as chemical products, foods, beverages, cosmetics, pharmaceuticals, etc., and have in many ways replaced or partially replaced wooden containers, metal containers, glass, ceramic containers, etc. In recent years, with the development of plastic-forming technologies, the stretching-in plastic-forming process has been widely used in the production of pet bottles, pvc bottles and pp bottles, significantly improving the physical and mechanical performance of plastic bottles while also reducing their wall thickness by about one third. (c) gradually shift plastic packagings towards thinness and light quantification。
Plastic packagings are of a wide variety and are usually classified according to the following methods:
(1) by chemical composition. Plastic packagings may be classified as pe, pp, ps, pvc, pet, ny, pc, pf, uf, etc。
(2) by form. Plastic packagings may be classified as blowers, injections, crowding out, simulated pressure, heat formation, rotation, entanglements, etc。
(3) by the shape and use of the packaging. Plastic packagings can be divided into box types, bottled tanks, bags, hoses, etc。
(ii) forming methods for plastic packagings
In plastic packagings, the main methods of formation are modeling, injection formation, mid-to-medium blow formation, heat formation, rotation formation and entanglement formation。
1. Modelling
Simulation, known as compressed modelling, is the longest-ever method of formation. It is a powdered, granular or fibre-shaped plastic which is placed in a molded cavity at the formation temperature and is then closed and pressured so that it can form and be solidified and the product can be distilled。
Modelled plastic packagings, boxes, pallets, small precision packagings and attachments to containers such as barrel covers, bottle caps, etc。
Simulator-forming equipment and moulds are simple and low-cost; they are more capable of forming flat products; they are inefficient; and they generally have lower size accuracy. Modelling is mainly used for the formation of thermo-consolidated plastics such as phenol plastics and platinum plastics. Simulations are rarely used because of the need for rotational heating and cooling, inefficiency and uneconomical use. Thermal plastics, commonly referred to as thermocrowding, are commonly produced in combination with compressors. The plastics are to be plasticized in the extruder, and then the plastics are to be formed on the compressor, so that the moulds can only be cooled and thus become more productive。
2. Injecting formation
Injecting is also called injection modelling or retrofitting. As shown in figures 3-4-8, it is a form of granulate or powdered plastic that is added from the injection machine's plume to the material drum, which, after thermal plasticization in a melting state, is modelled by the force of a screw or plume and injected through the spray at the end of the material cylinder into a closed mould with a lower temperature, which is cooled and shaped。
Figure 1 illustrates the structure of the prototype。
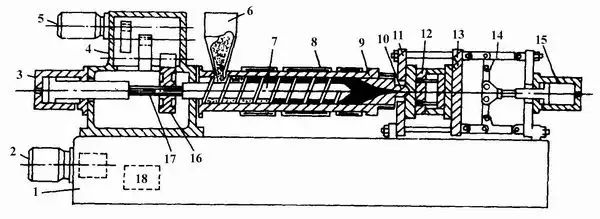
Figure 1 map of mobile screw-formula
1. Ports; 2. Electric and oil pumps; 3. Injecting tank; 4. Gear cylinders; 5. Gear transfer motors; 6. Pipes; 7. Screws; 8. Heaters; 9. Drums; 10. Nozzles; 11. Set templates; 12. Molds; 13. Moving templates; 14. Locking apparatus; 15. Locked cylinders; 16. Screws; 17. Screwdrivers; 18
Injected packagings that are complex, precise in size, beautiful in size and capable of forming embedded packagings. However, they are generally wide-spread containers such as plastic boxes, pallets, boxes, cups, plates, etc. The walls of the packagings are generally thick and not easy to form. Injecting is also used extensively to make attachments to containers such as bottle caps, barrel caps, inner plugs, hoods, etc. Injecting can be broadly adapted to raw materials, and almost all thermoplastics or some of thermal solid plastics can be used. It is short-lived, efficient and easily automated. However, the high investment in injection-forming equipment and the high cost of the manufacture of moulds make it generally suitable for mass production and ensures the accuracy of the size of the packaging。
3. Mid-air blow-out plastic
In the form of a mid-air blowout, the preheating of the preheated form that is squeezed out or injected into the form is placed in the model, and then in the form of a condensed air it is blown into the form, so that it is attached to the wall of the mould, which is then cooled and fixed and demouled。
A mid-to-medium blow-convulsive plastic bottle, barrel, tank etc. Of varying capacity and thickness. Plastics suitable for medium-sized blow-out plastics are pe, pvc, pp, ps, pet, ny, pc, ca, etc。
The mid-to-medium blow-conforming process includes the manufacture of stylists and styling. Depending on the type of shape, mid-empty blow-shape can be divided into crowding out mid-empty blow-shapes and injection blow-shapes, on the basis of which stretch-shapes and layers of blow-shapes are developed。
(1) squeeze out of mid-air blow-out. As shown in figure 2, the short- and medium-duration blow-form is first squeezed out of the tube type by the extruder and then deformed after cooling. To complement successive crowding, multiple-paying models can be used to rotate production on the reverse table。
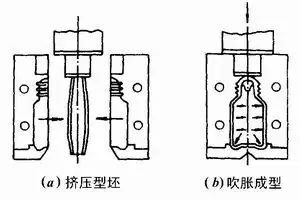
Figure 2. Squeeze out of mid-empty-blowing graphics
Squeeze short- and medium-sized blow-shape methods are poorly invested, process matures and production is efficient; stylist temperatures are even, products are broken down and can be suitable for multiple plastics. But it's more expensive. Squeeze short- and mid-space blow-forming is an absolute advantage in the current production of medium- and medium-sized packagings, with different capacity and wall thickness, different shapes and handlers。
(2) injection of blowtorch. Injecting plastics is used by the injection machine to inject melted plastics into the injection module with a base-forming cap, which is left on the core model, and when the heat is moved to the core model, the compressed air is blown into the gas hole between 0. 20 and 0. 69 mpa, and when it is cooled, the disfigured product becomes available。
Injection is highly automated, multi-modular and efficient. In form, the wall of the container is equally thick and has a small mass difference; it has a high base strength, a precise bottleneck size and a small subsequent processing volume. Each product must, however, use a two-way stylist and a blowtorch, and the stylist must be able to withstand high pressure and invest heavily in production. This method is only appropriate for the production of small packagings, such as beverage bottles, that are large in volume and of high precision。
(3) ripple. The stretcher is a new two-axis directed stretcher-blower process developed after the 1970s. Packagings shaped by stretching, with greater transparency, stretching strength, impact resistance, surface hardness, rigidity and air confidentiality. It can also reduce the wall thickness of containers and save about 50 per cent of raw materials. Plastic bottles such as pet, pp and pvc are currently widely used in the form of stretcher-blowers。
The stretching plasticization process is divided into injection-strangling (note- pull-blowing) and crowding-out stretching (crowd- pull-blowing), with the former being more widely applied. Injecting stretching is the use of injection formation to produce a base-forming form, followed by vertical stretching at the stretching temperature, which is then conflated to horizontal stretching. The formation process is shown in figure 2。
The extruded stretcher is a squeezing tube, which then melts the bottom into a bottom, then stretches vertically at the stretching temperature, then blows out into a lateral stretch. Most of this law is used in non-conforming plastics such as form pvc。
4. Thermal formation
Thermal form is a secondary processed form, which is a method of manufacturing plastic containers using thermoplastic plastic sheeting as a raw material. Since the thickness of the pieces used is generally between 1 and 2 mm, the wall of the packaging is thin and its depth is limited, generally consisting of semi-hull containers such as shallow cups or pallets。
Figure 4 step-by-step note-la-drill
1. Injecting type; 2. Heating type; 3. Stretching; 4. Blowing plastic; 5. Demolition
When formed, the plastic sheeting is heated to a certain temperature (high-bullet state) and then pressured or vacuumed to attach it to the side of the mould, deformed after cooling and properly repaired. Thermally formed power may be based on a difference in the pressure on both sides of the sheet, or on mechanical pressure, liquid pressure, etc. There are dozens of specific models, but they are all made up of a few basic ones。
(1) vacuum formation. Vacuum formation, also known as vacuum inhalation. As shown in figure 5, it binds the plastic sheet to the mould with a frame and heats it up to the appropriate temperature, extracts the air between the piece and the mould, which is pressured to the surface of the mould by the atmosphere and cooled by the mould。
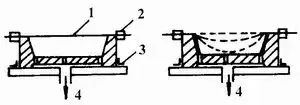
Figure 5
1. Pieces; 2. Packages; 3. Seals; 4. Vacuums
The maximum pressure that vacuum formation can generate is 0. 07 to 0. 09 mpa, which generally meets the formation of small packagings with a thin, simple shape, and is therefore the most widely applied thermal form in the current packaging industry. Vacuum-forming moulds can be either single-molecular or non-molecular。
(2) pressure formation. Pressure formation is referred to as compression or pressure formation. As shown in figure 6, it presses the heat-heated pieces into the medium of the mould with compressed air. This method can apply greater pressure (0. 34 mpa) and applies to larger packagings with thick pieces, and can be reduced by using lower form temperature。
Models for air pressure formation may be single-mode, single-mode and pair models, or they may not be modelled。
(3) simulation. The modeling is based on two separate and compatible models (similar to the one and the one) as shown in figure 7. When formed, the pieces are held between the two modulus and heat them with a moving heater, and when they are heated to the required temperature, they are moved to the heater and converge, and they become finished with cooling off the modulation。
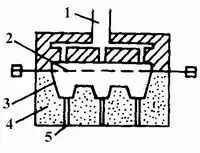
Figure 6
1. Compressed air imports; 2. Prepared preforming preform; 3. Production; 4. Mouth
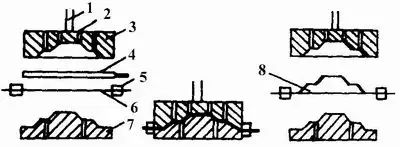
Figure 7
1. Plugs for presses; 2. Aerobic holes; 3. Aggression; 4. A heater; 5
The replicability and shape accuracy of the moulded products are better; the product can be structured in a more complex manner and can be made with a curvature or engraving surface; and the distribution of thickness depends to a large extent on the structural shape of the product。
Thermal formation is simple compared to injection formation, with low investment in equipment, short manufacturing cycles and low cost. It is therefore well suited to produce small quantities of products, and products are designed faster than any other form. In addition, thermal moulds are generally of low pressure and therefore have low material requirements for the moulds, which can be used in steel, aluminium, hardwood, plastics and plasters. However, the structures of thermal products should not be too complex and the wall thickness is less even。
5. Rotation to form
Rotation is also called rolling. It inserts a quantity of liquid, paste or powdered plastic into the moulds, and by heating the moulds and rolling them horizontally and horizontally, it melts and melts them and covers the entire surface of the mold in a balanced manner, with its own weight, so that they can be demouled and demouled。
Roll-constructed equipment is relatively simple; the wall thickness of the packaging is more squeaky and flat, with little waste; and the packaging is almost impenetrable and prone to deformation, dimplement, etc. Roll-constructed packagings, such as tanks, tanks, drums, etc., are suitable for large volumes。
Six, entanglement
Entanglement formation is the main method of forming and enhancing empty plastic packagings. It is entangled with resin-impregnated fibres or fabrics, entangled in a regular manner on a core model that corresponds to the shape of the product, then hardened and demoldered. This method is only appropriate for the preparation of rotors, such as cylinders and sphericals, which may be large tanks, tanks, high pressure containers, etc. The applicable resins are pf, ep, pvc and unsaturated resins。