Foreword
Line cutting processing (wedm) plays an important role in a wide range of industrial production areas, such as modelling, auto manufacturing and aerospace manufacturing. A low-speed wiring spark-wire cutting machine model that omits its secondary structures and technical links includes two key technologies: one, the digital unobstructed pulse power source module, which completes fine processing and fine processing; and two, the mesh-pressure detection module, which ensures efficient and smooth processing. The main reason for products that do not currently have an autonomous ipr in the country is the lack of two key technologies for the design of gap-serving control systems and the design of digital pulse power systems. The study of the critical technology for the design of the digital pulse power system for precision-controlled pyrotechnic cutting machines provides the necessary technical support for the development of precision pyrotechnic cutting machines with autonomous intellectual property rights. By studying them, they are complemented by mechanical designs to achieve the required technical indicators。
This paper presents the idea of using dsp as the core wire-cutting pulse power source. The author designed the pulse power source module for the linear cutting processor bed and analysed the output wave shape, optimizing the efficiency simulation experiment under various processing conditions, which confirmed that the pulse power source of this design met the requirements of the fine line cutting process. The exchange of sampling, frequency measurements and pid control was achieved with the strong data processing capability of the tms32olf2812dsp control chip, a wealth of internal and external and high-speed real-time controls. The fixed voltage and currents of the synchronized generator exit end are accurately measured. Accurate pwm control signal output is obtained through optimal control. A single dsp control function and a pulse power source producing pwm pulses. The prototype meets the technical level of a low-speed wiring pyrotechnic cutting machine: it has a > 200 mm2/min active processing efficiency of 120-150 mm2/min, with a surface roughness of less than 0. 4 m (ra≤0. 4 m), and a processing accuracy of around 0. 005 mm。
The overall design of the pulsating power source for line cutting
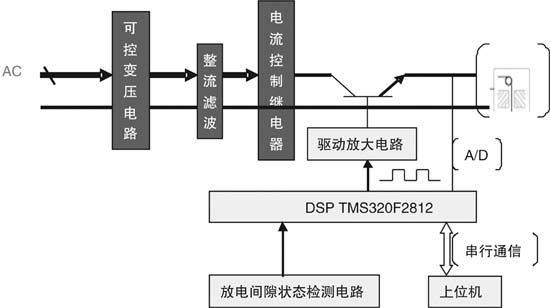
Figure 1 shows the design box for the pulverized power supply
Line cutting pulse power sources include, inter alia, current transformation and filtering circuits, communication modules with the pc machine, pulse generation units, power-driven magnification modules, and circuits modules for the detection of the discharge gap state. The difference between this pulse power source and the general line cutting process pulsating power source is two main points: the first is that it has an additional module for comparing spatial discharge voltage than the general pulse power source. The module compares the electrical voltage between the electrodes and the project poles in real time with the installed voltage, produces a signal to control whether the pulse generator is pulsed, cuts the pulse at the fastest rate of response, effectively monitors the voltage between the electrodes and the works, and corrects the pulse voltage of the output in real time, thus avoiding an imbalance in energy resulting in a deterioration in surface roughness, thus improving the surface quality of minor processing. Second, the dsp2812 maximum frequency can reach 150 mhz, using its high-speed pulse to produce a simplified conventional design circuit that is efficient, wave-shaped and real-time. Thirdly, dsp2812 was selected, and its rich resources are easy to expand with software and hardware。
Optical circuit design
This design uses a high-speed 6n135 chip with a high-infrared light tube and a light-sensitive triode. Figure 2 shows on the left the extract and internal structure of 6n135。
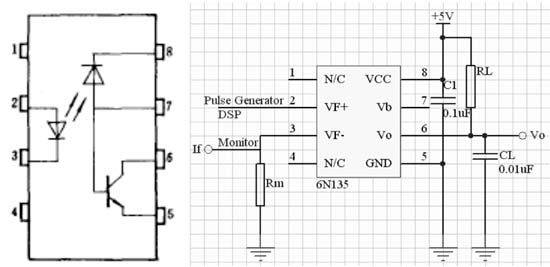
Figure 2 6n135 internal structure diagram and circuits for interface with dsp figure
The main feature of 6n135 is high speed, + = 0. 5 (rl = 1. 9k), which makes it easier to display and fully exploit the excellent properties of high speed in the isolation of high-speed digital communication interfaces, with data yielding rates above 500 k. By contrast, the common photocompressors 4n25 and til117 only achieve a few thousand porter rates. Figure 2 shows on the right side the 6n136 for the dsp output pulse to the main circuit. In many industrial measurement and control systems from the main structure, the use of photovoltaic separators is a simple and effective method to prevent interference between upper and lower machines, while the use of 6n135 allows for separation between subsystems without lowering communication porter rates。
Options for switches
This design switch tube uses the mitsubishi high-speed igbt module ct35sm-8. The previously used high-power igbt seals, such as 2mbi200, are larger and not suitable for pulsating power on the machine bed, which has the advantage of being small in size and having greater stress resistance. Ct35sm-8 vces can reach 400 v and icm 200 a. The current of 0~200a, which is required for this design, can be reached at a frequency of 5 mhz, with a relatively small internal resistance。
Design to magnify circuits
A common amplifier, ad8072, is used, and its design is shown in figure 3。
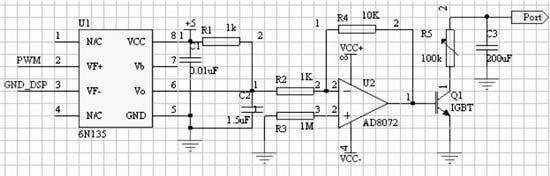
Figure 3 main circuits using ad8072 figure
Zero-jet detection circuits
In the process of fine pyrotechnic cutting, the spatial voltage changes with the state of the process, and real-time collection of interfacing voltage allows for the state of the process during that time period, thus controlling the direction of the workstation and achieving closed loop control of the process. This will effectively control not only the surface quality of the process but also its efficiency。
In the case of linear cutting, because of the presence of various interference factors, the determination of the state of the gap on the basis of a single sample value is inaccurate, and the method of averaging the average of multiple samples is used in the design, which clearly increases the cycle of each processing state, but contradicts the fact that short circuits or voltage instability over a shorter period of time can result in a rough deterioration of the processed surface, which is more severe if the system reacts too long. Therefore, the voltage detection system for microprocessing should be more responsive than the general voltage detection system。
When the voltage between the workware and the electrodes is filtered into the a/d port of tms 320f2812, the continuously altered analogue signal is converted to a discrete digital signal, the dsp is scheduled to read and process the converted digital information, to average it when the number of entries reaches the required number, and to pass the average of the voltage values through a staggered communication circuit to the top。
We can first deposit pwm space ratio requirements into the tms 320f2812 repository by imitation and test results, respectively. We can test whether the main circuit is high-voltage or low-voltage. The pc transmission order gives tms 320f2812 an empty pwm ratio corresponding to the required wave shape so that we can better control the electrocution wave shape on the main circuit electrodes. Dsp2812, which is designed to effectively increase the efficiency of the dsp during the physical operation of the power source, spends the vast majority of its time on the collection, calculation and transmission of intermittent voltage information and only a small amount of time on the transit of pulse power control parameters。