Beijing north east european crane co. Ltd
“knowledge on the use of cranes”, part two: maintenance and trouble management
(i) bridges and their main components
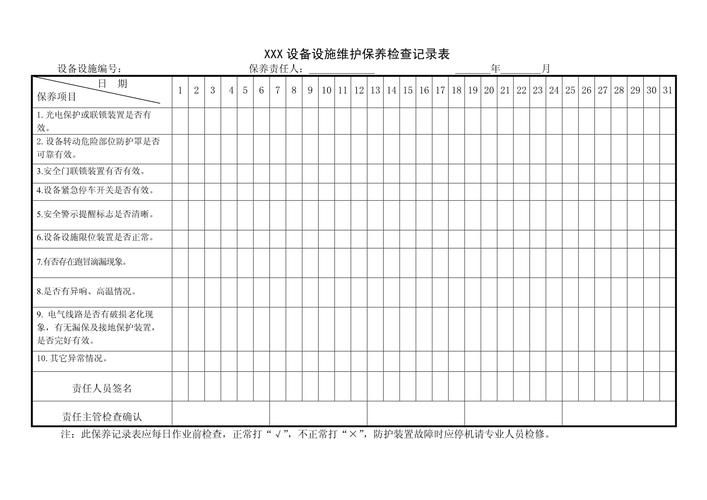
The crane bridge and other main metal structures are inspected thoroughly at least once a year。
1. All connection bolts, in particular the main beams connected to the beams, the ramps connected, the large car conductor power repair platform, the steering arm and parts thereof, the small frame or other parts of the bolts shall be inspected with great care and shall not be loosed。
2. Examination of the main welds, which should be cleaned with kerosene before inspection. If welds are found to have cracks, they should be eliminated and then welded with a high-quality weld, guaranteeing the quality of the welding。
3. Checking the upper archeology of the main beam and the transformation of other main elements. The upper archage of the main beam shall be judged as follows, i. E., the car is driven to the end limit without load, the main beam is deposited below the horizontal line (permanent deformation from the original height down, called sunk) f, and repairs are recommended when f>s/2000. The values below the subsedition of the levels allowed across the ranges are shown in the table below:
After repair, the test is performed as required, after which the test is qualified before it can be put into production for normal use。
The orbit of cranes and cars shall be inspected twice a year. Check for orbital hardening, whether the welding of the orbital pressure plate has been broken, whether the orbit is tied to the upper sheet of its bearing beam or the main beam, and measure the error and adjust the excess part. When the orbital side wears more than 15 per cent of the original width, a new orbit should be replaced。
Small vehicle tracks should be replaced as little as possible. In order to reduce the sink and horizontal bending of the main beam caused by shoveling, welding orbital pressure plates, the main beam will have to rise from the centre。
The re-installation of the orbital presses shall be at the same location as the drawings and the connecting welds. When welding boards, the arc shall not touch the orbit, let alone set fire to it。
5. Metal structure of cranes, depending on the previous painting, can be painted once in three to five years. The paint should be carefully cleared of old paint and rust。
6. The steel track of the inverted inner-voltaic slots for cable conductive power shall be replaced after wear and tear。
(ii) large, small vehicle operators
One, the wheel gnawing
The normal operation of the crane is in the direction of a snake. Thus, the wheel's rims are applied to the side of the orbit, and the wheel's rims and the side of the orbit are slightly frictions, which are normal orientations。
The gnawing route of the wheel is a serious conflict between the wheel and the orbit, and when it runs in the same direction, the rim on the side of the wheel remains on the side of the orbit, with a sound or a violent vibration, half of which needs to be replaced in a period of one to two years. Therefore, a distinction should be drawn between the steering of the wheel to the side of the orbit and the gnawing。
Some of the most common cases are:
L when operating at all times in one direction, it is the wheel's horizontal tilt excess and the two active (or passive) wheel tilts that do not have the greatest likelihood of the opposite and should be readjusted to meet installation requirements。
L when the opposite direction is gnawed during the round trip, the two motors or brakes are most likely not to be synchronized, and the two motors shall be measured at the rate of turn. There may be significant variations in the motors of electricity generated by being not the same manufacturing plant or by being the same manufacturing plant but not during the same period. Checks whether the electrode brakes are consistent. There are also cases of grafts caused by too many cycling differences following wear and tear on active wheels in both orbits, when both active wheels should be replaced。
L where the orbital installation is most likely to be incorrect if it is gnawing only on a particular journey, the orbital distance and the orbital altitude in the same section shall not exceed: 10 mm in the column and 15 mm elsewhere。
L if the outer edge (or internal edge) is eaten at all times throughout the journey, the length of the wheel or orbit is problematic and the adjustment shall be checked and the deviation shall not exceed ±5。
L owing to the sinking of the main beams, the main beams tend to bend internally, resulting in car bites. At this point, the light should adjust the trajectories of the wheels and the heavy should repair the main beams and not easily change the orbits。
2. Active wheel slide
(1) the wheeled face is not on a plane。
(2) the presence of tarcrete is absolutely prohibited on the orbital surface and, if necessary, fine sand may be sprayed on the orbital surface to increase friction coefficients。
(3) the orbital surface shall be re-orbited and met when there is a wave in the high and low direction or when the two orbits at the same cross-section are exceeding the variance。
(4) adjust the power rectangular so that it is not overstretched。
(5) frequent anti-car emergency brakes are prohibited。
3. The bolts for connection and fixation shall be checked on a regular basis and no relaxation shall occur。
(iii) upgrading institutions
1. The lifting apparatus brake is an important part of the crane, and each shift shall be preceded by a test of the reliability of the brake, for which reference is made to the electrodes instructions。
Security switch failure
The failure of the security switch is due in large part to the stationing or movement of the switch's internal components, and the following should be noted in the adjustment and use of the switch:
The lifting limit switch shall be installed strictly in accordance with the attachment to the lifting limit switch。
Safety switches shall be readjusted for each replacement or string of wires。
Each shift should be tested at the beginning to check the reliability of the switch。
Drivers may not rely on power outages from safe switches to replace their normal operations。
(iv) electrical equipment
1. Electrical overhaul
The work of cranes and environmental conditions are the subject of various cycles of overhaul。
Day care
By crane drivers on a daily basis. The scope of the overhaul is as follows:
The removal of dust, oil stains, etc. External to the electrical equipment, the detection of heat, such as electric motors, controllers, resisters, etc., by hand, and the detection of oil spills, the rigidity of the main equipment wires, and the prevention of intrusion into the interior of dust, iron crumbs, etc., when opening an observation hole or shell. The observations are recorded。
Poster (or biweekly)
By electrical staff, with the participation of drivers, the scope of the inspections is as follows:
Removal of dust, oil pollution etc. From electrical equipment. Observe wear and tear (for circuits), the sound of electrical motors, electricity, relays and electromagnetic switches when running, and check and repair the contact of the controller and switch。
Annual or major repairs
By electrical staff, the scope of the inspections is as follows:
Dismantling of electrical equipment, overhauling of the equipment's support frame, cleaning of electrically motivated scroll bearings and replacement of new lubricant, and measuring of the radial and rotor space, which needs to be replaced in case of unevenness. Insulation is measured and if necessary dryed. Disorders should be fully repaired on an annual basis, parts that cannot be repaired should be replaced, and the extent of annual or major repairs should be determined by the actual wear and obsolescence of the equipment。
Dry fire extinguishers, most commonly carbon tetrachloride fire extinguishers, foam fire extinguishers, and dry sands, which can only be used to extinguish the fire on the conductor and not the fire on which the power motive is based, must be available and allowed on cranes。
When fires occur, efforts should first be made to cut power. At this point, the power was cut using an emergency switch or a knife switch on a protection plate. When the fuse in front of the protection plate is on fire, the switch on the feeder should be cut。
The overfired cranes are to be cleaned, dried and checked for all electrical equipment and electrical wiring before they can be reused after they have been repaired。
2. Fault management
(1) looping circuit failure
Conditions
Reason for failure
How to clear the fault
When the overall switch on the protection cabinet is attached, the breaker that operates the circuit is burned。
It's a place to run the circuit
Clear grounding phenomenon
When the main contact is closed, the breaker on the introduction line is burned
It's time to meet
Clear grounding phenomenon
When the controller turns, the transient relay moves or the agency opens the switch
1. The aggregate value of the permeable relay does not correspond to a component of 2. Cut. Stay
1. Adjustment of relay currents to electric motor rated currents 225-520
Electric motors can't send rated power slowly
The brakes did not fully release the voltage reduction in the 2. Line
1. Inspection and adjustment of brakes unit 2. Elimination of causes of voltage reduction exceeding standard 3. Correcting resister connections
When the end switch's lever moves, the corresponding motor keeps running
Short-circuit phenomenon 2. Fragmented lead sequence to controller in circuits at terminal switches
1. Check route 2, leading to terminal switch
After power cuts, the contacts don't fall
1. Operation of surface or short circuit 2. Contacts welded 3-coated iron contact oil stay
1. Identification of damage in a mega-eat table and repair of 2. Elimination of welded malfunctions of the contact point 3. Elimination of exposure oil contamination
(2) exchange of electrical motivations
Conditions
Reason for failure
How to clear the fault
The entire electric motor is evenly overheated
1. Overload of 2. Operating under low pressure 3
1. Reduction in the number of cranes working or replacement motor 2. Reduction in load 3. Replacement of resisters when voltage is reduced
Zirconium is partially overheated
There's a local shortcut between the iron-heart steel
Remove the pricks or other places that cause short circuits and then paint them insulation
Rotation temperature rises. It's got a big current shock. It's not going to reach full speed at rated load
Poor contact between rounding end, neutral point or convection 2. Bad contact between rounding and slidering 3. Bad exposure in brushing device 4. Bad exposure in rotor circuit
1. Inspection of all welding sites, elimination of external defects. 3. Checking and adjusting electrical brushing devices 4. Checking rotor contact in the connector accelerator or controller and initiating electrical resistance
Electric motor vibrating at work
1. Diverse 2.-axis wear and tear between the electric motor axis and the brake axis 3
Search and repair or replace bearings 3
The electric motor is not sounding at work
1. Set phase misdirection 2. Set heart is not pressed 3. Roll bearings wear and tear 4
1. Check the connector system 2. Check the stub, weight and repeat iron core 3. Replace the bearings 4