Teeth processing: "soft plasticist" made of gear
Imagine, when you turn the wheel of a car or press an electric tool switch, those invisible gears are transmitting power with a micrometer accuracy. Behind the back of these sophisticated parts is a little-known, but highly efficient, processing process — dental processing. It's not "violent" to remove materials like traditional cutting, but it's like a gentle plastic artist who makes carvings grow naturally through the plastic transformation of metals. Today we'll talk about this process:
From the battlefield to the factory: the reverse path of dental technology
Teeth processing can be traced back to military requirements during the second world war. For the first time in 1944, united states warplanes falling on the pacific battlefield had shown japanese engineers that this "uncuted" processing technology — the gears on aircraft parts were not cut, but squeezed through molds. This process, then known as cold exercise, was the precursor of modern dental techniques。
After the war, this technology developed rapidly in japan. In the 1960s, kobe steel engineers took over the difficulty of cold exercise materials and moved the moss process from laboratory to production line. Interestingly, japan's large steel industry was slow to react at the time, but it was a small business called the shirts line that pioneered the steady supply of cold exercise materials, which also laid the industrial gene of the dental mosaic "a little big."。
China's dental research started in the 1990s and initially relied mainly on imported equipment. However, with the upgrading of the manufacturing industry, the domesticization of equipment has gradually taken place in enterprises such as nanjing ii and chongqing. By 2025, the domestic market had reached 72. 5 per cent, with the complete substitution of imports in the medium- and low-end sector, and the high-end five-axis motivational import substitution rate had exceeded 40 per cent. From imitation to innovation, china has only spent 30 short years on denture technology。

"dance" of metal: the magic principle of teeth processing
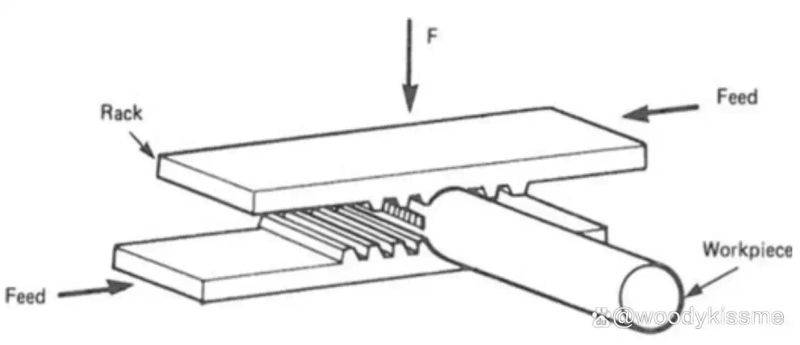
If you compare the traditional rolling of teeth to carving, it's like rubber-pumping of mud -- not by cutting, but by making the metal flow under the pressure of the mold. The process can be divided into three elegant dance stages:
During the initial exposure phase, the upper and lower rods began to press gently towards the cylindrical pellets, like the dancers holding hands for the first time, creating a delicate balance of power. A carefully designed tooth on the surface of the mould begins to leave a shallow mark on the surface of the work。
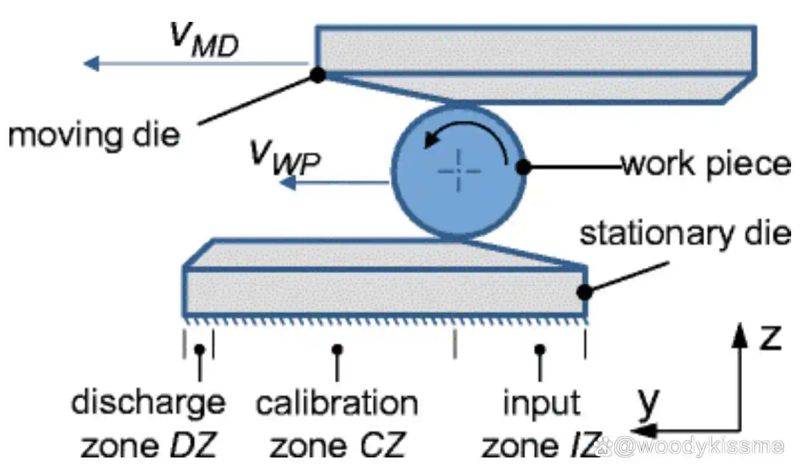
The plastic deformation phase is the culmination of the whole process. Stereotypes move at a relative rate of precision control, and metal materials flow along the molded teeth under pressure, as the dancer moves with music. No crumbs were generated during this process, and material utilization was close to 100 per cent, a "green process" for metal processing。
The exact phase is like the end-of-the-wind action of a dance, and the mold is the final calibration of formed teeth to ensure that each tooth meets the design requirements. The whole process is completed in seconds, and a high-precision gear can be processed as quickly as, if not in three seconds。
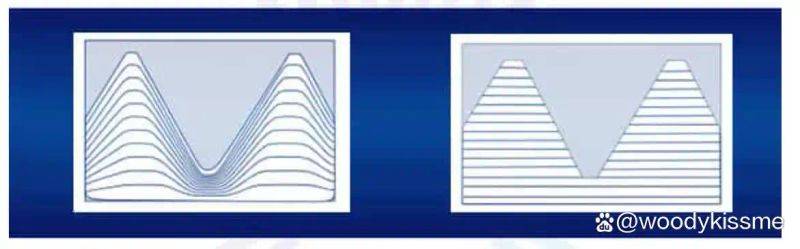
The core secret of this process is the integrity of the metal flow line. The traditional cutting cuts cut the crystal structure inside the metal, like the cutting of a woven sweater, while the denture process allows the metal crystal to be rearranged in the direction of the tooth, forming a continuous "fibrous" structure, increasing the fatigue of the gear by more than 40 per cent. This is why car-pattern axes with tooth-repeated processes can withstand greater twists。

The mold is the soul: the fine art of the toothbrush
If the denture process is a dance, the denture is the props in the hands of the dancer, which directly determines the success or failure of the performance. Modern toothpaste tools have developed into a sophisticated art。
The choice of the knife material is equally academic. High-speed steel (e. G., m42) is the current mainstream option, with a hardness of up to hrc68-72 through tin coating. In the case of hard-to-process materials, the whole rigid alloy blade has become a new pet, and although the cost is five times that of high-speed steel, it may have a useful life of over 100,000. The japanese company osg has even created a non-facing record of processing 65,000 items of work, while normal blades usually reach only 25,000。

The blade's teeth are more sophisticated to the micrometer level. For example, in the case of the gears of model 1, the gear error is to be contained within 0. 02 mm, equivalent to one third of the diameter of the hair. To achieve this precision, the blade manufacturer uses a five-axis kinetic grinding centre to perform online tests with laser interferometers to ensure that each tooth is perfect for the theoretical curve。
Everywhere:
Teeth processing is like a multi-faceted hand, ubiquitous in modern manufacturing. When you walk into any car factory, you find the shape of it -- the synchronous gears in the gearbox, the moving axles, the electricly driven bridge gears, most of the key parts coming from the gearing process. Data for 2025 show that the area of new energy vehicles alone contributes 60 per cent of the need for tooth-cutting machines, with 0. 8 medium- and high-end tooth-cutting machines per 10,000 new energy vehicles。
In the area of engineering machinery, the processing of teeth is also essential. The gears in the gear transformer of the excavator need to bear a huge twist, which, after processing through the denture process, can be as hard as hrc60, with a 50 per cent increase in grindability compared to cutting processing. Tests by a mechanical giant of a project show that the useful life of the gear case using the molaring process was increased from 5,000 to 8,000 hours, representing a 40 per cent reduction in maintenance costs。
The requirements for precision are higher in the aerospace field. The moving gears of the c919 aircraft engines are processed using a five-axis joint carving machine, with a level of din 5, which corresponds to an error of not more than 3 μm on a 100 mm diameter gear. This precision ensures the steady operation of the engine at a height of 10,000 metres。
Even our daily household electricity products are dependent on dental techniques. The planetary gears in washing machines and the eccentric gears of air-conditioning compressors, which appear to be ordinary parts, have been produced in a low-cost, high-precision mass through the molaring process. Measurements by an electric firm show that the use of the molar process resulted in a 15 per cent reduction in gear processing costs and a three-fold increase in production efficiency。
The game of excellence and disadvantage: "sweet troubles" of the teeth processing
And like any technology, it's got a character character. Its strengths stand out:
The most striking advantage of tooth-stealing is its remarkable efficiency. For the processing of a carving of 1 and 40, it takes between 400 and 700 seconds for the traditional rolling of teeth, while the tusking takes only 8 to 15 seconds and increases efficiency more than 40 times. Following the introduction of a fully automatic tooth-repeated production line by a car spare parts enterprise, single-day capacity was increased from 300 to 2,000 units, equivalent to a single line replacing six traditional production lines. This efficiency advantage is particularly evident in the bulk production of car gear gears。
The material utilization factor is another bright spot for teeth. Traditional cutting processes produce 15 to 20 per cent of the crumbs, while carving is almost non-crumbed, with material savings ranging from 8 to 15 per cent. Based on $8,000 per ton of steel, an enterprise that produces 1 million gears per year saves about $6. 4 million per year in material costs using the molaring process. In the processing of titanium alloy gear in the aerospace field, this material is more cost-effective than in the production of ti-6al-4v alloy gear by an aviation engine company, increasing the utilization of expensive titanium alloy material from 65 per cent to 92 per cent through the gearing process and reducing the cost per unit by nearly tens of thousands。

The promotion of mechanics is equally important. The rigidity of the cold increases the hardness of the tooth by 20-30 per cent and the carrying capacity of the gear increases by more than 40 per cent over the cut. In the vehicle gear transformer stand test, the age of the gear gears was 1. 2 million km, while the gears were cut at 800,000 km。
But the denture process also has its "problems":
Inadequacy is a major constraint. The replacement of gears with different specifications would require the replacement of toothpaste panels at a cost of approximately $10-15,000 for a complex set of moulds and a replacement time of 2-4 hours. This makes teeth more suitable for mass production and makes it difficult to respond to the demand for small quantities of many varieties. This disadvantage is particularly acute during the pilot phase of new energy vehicles requiring rapid response to market changes - when a new power vehicle develops a new speed-reducing device, the inability to rapidly switch to the production of three test gear models has necessitated a temporary shift to the traditional roll-on process, resulting in a two-month extension of the r & d cycle。
Process limitations are also evident. The current number of gear molds for dental processing is usually limited to 0. 5-8 mm and not exceeding 300 mm in diameter. For material with a large gear or hardness exceeding hrc40, the tussling is "absorbing." this makes it impossible for large wind gear processing. – the planetary gear diameter of wind power hosts above 3 mw usually exceeds 500 mm, with a model of up to 12 mm, and can only be processed using the traditional rolling or grinding process。
Smart age: the future of tooth-cutting technology
As industry advances to 4. 0, tooth-picking is rapidly evolving in the direction of intellectualization. In 2025, the smart moths were equipped with a "digital twinning" system, which simulated the entire formation process in virtual space by collecting processed data in real time. The application of this technology by an enterprise has reduced the number of test cuts from an average of 15 to 3 and the development cycle of new products by 70 per cent。
The application of online detection techniques makes quality control more precise. Laser headers can measure carving errors in real time during processing and automatically compensate for the role of the mould through the ai algorithm, stabilizing the processing accuracy above din level 6. Intelligent carving machines developed at a nanjing machine plant can even predict the wear and tear of knives, with 1,000 pieces of replacement early warning。
Green manufacturing is another major development in dental techniques. Dry-patternation techniques completely eliminate the use of cutting fluids through special coating knives and minor lubrication, reducing discharges of waste fluids by 50 tons per year. The "air-shaving system" introduced in 2025 by al-nusra corporation has a life expectancy of five times that of traditional wet processing, with zero emissions from the process。
The most promising is the breakthrough in complex processing. The future moss not only process teeth, but also complete the process of cutting, drilling, etc., and achieve "one-time load, all in shape". The latest type of machine by the german company pitterler has been able to complete the cogs, polishing and upside down of a piece of equipment, increasing production efficiency by 40 per cent。
Attention to different material dental processing
Teeth processing, as an efficient plasticization process, is highly dependent on material properties matching process parameters. Different materials require tailored processing strategies due to differences in hardness, plasticity and heat. The following are technical specifications for the processing of rodents for five typical materials, all of which meet the precision level of the knife。
I. Low carbon steel & ordinary carbon steel (e. G. Aisi 1008, 1010, 1018, 1022)
This is the ideal and most common material family in the dental process。
: medium-intensity, plasticization, metal mobility。
Soft retrenchment: if the material comes from cold extraction, with a high degree of hardness, a spherical retrenchment may be required to reduce the hardness, increase the plasticity, ensure the quality of processing and protect knives。
: the use of conventional tooth oil or high-performance extremely pressurized lubricant can yield good results。
Processors: “current steel, good partners; carbon-containing, smooth.”
Ii. Medium and high carbon steel & alloy steel (e. G. Aisi 1045, 4140, 4340)
Such materials are of high intensity and difficult to process and are usually used for the manufacture of gears and axis parts that require high intensity。
High intensity, high yield limits, poor plasticity, need for greater formation。
High dentures: a bigger, more rigid, more rigid molar is needed。
The knife is a challenge: it is extremely demanding to be scalded and to be repulsive. The use of powdered metallurgy high-speed steel or high-quality hard alloy materials is recommended。
(b) strong lubricants: specially designed teeth oils with high pressure additives must be used to withstand very high exposure pressure and to prevent lashing and welding。
The processor is: "middle-high carbon, strong power; first, fire, oil."
Stainless steel (e. G. 303, 304, 416, 430)
Stainless steel is a "hard bone" in the teeth processing and requires special care。
Material characteristics:
Austral stainless steel (e. G. 304): very resilient and highly rigidized processing。
Mathematic stainless steel (e. G., 410, 420): high intensity, usually followed by re-fire processing。
Scorched stainless steel (e. G. 303). Sulphur or selenium has been added, improved cutting, and is preferred for teeth。
Prefer 303 stainless steel: 303 if design permits. Its sulphur content significantly improved formation and reduced processing hardening。
Try to avoid 304: try to avoid the use of 304. If necessary:
Ensure that the material is in a state of full discharge。
The use of extremely powerful lubricant (usually an extreme pressure additive containing chlorine or sulphur)。
Reduction of single deformities to reduce processing hardening。
The life of the knife: when the stainless steel is processed, the toothpaste wears very quickly and requires a knife with a life management and cost budget。
️ processor: “stainless steel, choose 303; 304 avoids and lubricates are ace.”
Iv. Non-ferrous metals (copper and copper alloys, aluminium and aluminium alloys)
Such materials are often soft and mobile, but have unique challenges。
Copper/yellow copper: good plastic and mobile, but easy to produce “glaze”。
Aluminium: very soft, highly mobile, but with low strength and hardness, easily cut。
Surface protection: aluminium and copper materials are softer and are highly vulnerable to scratching during the molaring process. It is important to ensure the lightness of the toothpaste and to ensure that the lubricants are sufficient to prevent the scratching of the surface of the work or impurities。
Low teething: due to the soft materials, the required teething is much less than steel。
Processors: “cronium aluminum soft, anti-striking wound; plate light and oil cool.”
V. Powder metallurgical material
This is a special material, which is made up of metal powder suppressed burning。
: internal porosity with a density below the physical material。
High density requirement: the powder metallurgical material used for teething requires a high density (usually >7. 2 g/cm3) to ensure sufficient strength and continuity to withstand plastic deformation without rupture。
Careful control of deformations: excessive deformations may result in material cracking from multiple holes。
Lubrication: the powdered metallurgical material itself may contain oil, but external lubrication is still necessary and suitable lubricant is selected to avoid adverse reactions to the oil contained in the material。