What does a brake vacuum pump do
The work of brake vacuum pumps is based on the use of multiple methods to generate stress differentials to achieve the effects of the auxiliary brakes。
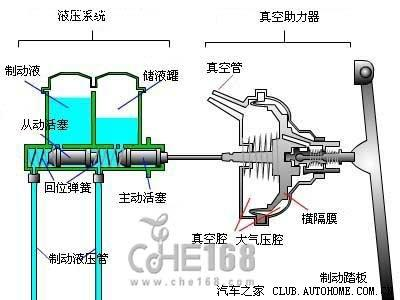
Car engines equipped with petrol engines can generate larger vacuum pressures using ignition-based gas intake tubes. The principle of inhalation of air during the operation of the brake vacuum boosts the brake thrust by creating a vacuum on the side of the boost pump by creating pressure differentials due to normal air pressure。
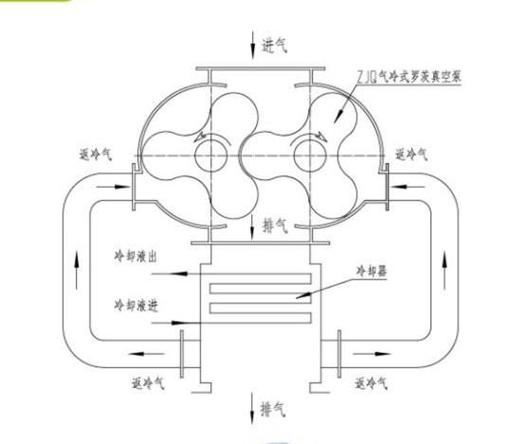
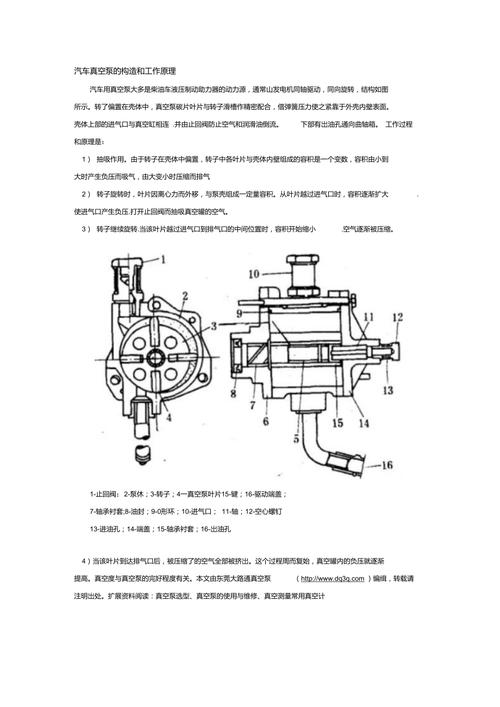
The atmospheric pressure attached to the driver's side of the booster pump is the negative pressure of the atmospheric pressure attached to the input tube on the side of the engine chamber. The pump works with four sliders of a eccentric vertebrae, which rotates in reverse timewise, pressing the wall of the pump with centrifugal force. Inhalation studios continue to expand and are pumped into the inhaling studios through gas tubes and one-way valves. When the slider is transferred to a specific position and the inhaled gas is isolated and continues to rotate, the compressed pressure is increased and the gas is discharged when it is in contact with the vent。
The pump is also activated by a brake-aided pressure sensor if necessary. When a vacuum pump discovers that the brake is not sufficiently vacuumy, it will immediately work to draw a vacuum。
If the vacuum system is not sealed directly and is connected to the atmosphere, the vacuum is lost. Stepping on the brake pedestal when the engine is running is the effect of increasing the force of the foot at the end of the main brake pump by opening the other end of the gas valve to the vacuum valve to shut down the gas chamber to connect to the wheel and opening the air into the cavity with a negative pressure imbalance. When the engine is shut down, the air vacuum disappears and the force of the foot becomes greater。
The body mass consists mainly of high-strength steel, super-high-strength steel and aluminium alloys。
Its high-strength steel ratio is as high as 74 per cent, especially in key a pillars, b columns and positions such as the frame of the car, the front panel, and the bottom of the back-rower's cabin, with a heat-forming steel plate of up to 1,300 1500 mpa, so that the cockpit is solid。
Zinc-plating steel plates selected for single-stamp-forming techniques are colourful in extended and rigidity and subject to stringent material performance auditing。
The whole car welding process is well white and covered with more than 4,800 welding points, and 100% ultrasonic welding point strength tests are conducted on a periodic basis。
The car is heavily coated with enhanced glue like a column. On the roof laser welding techniques were also used to weld entire vehicle laser welding lengths up to 2110 mm。
In terms of protection of crew safety, the pre- and post-crash resistance to beams is as high as 470 mpa, and especially the post-crash beam cover is large and well structured。
The selection and process application of bmw is designed to provide greater safety and stability。