The performance testing of the graphite parts of the graphite furnace in the east is a key element in ensuring their stable operation in a high temperature, vacuum or special atmosphere, with the following detailed analysis in terms of core performance indicators, detection methods and standards:
Core performance indicator testing
Pureness and impurities
Detected content: ash fraction (inorganic residues), metal impurities (e. G. Fe, ni)。
Standard requirements: the distribution of ash is less than 0. 1% and the metal impurity content of critical components is 10 ppm (e. G. Semiconductor field)。
Method of detection: ash fraction determination by high temperature burning, x-ray fluorescent spectra or electro-coupling plasma mass spectrometry analysis of metal impurities。
Mechanical performance
Detected content: convulsive strength, compression strength, hardness。
Standard requirement: 20 mpa (astm c651), and 50 mpa。
Method of detection: three or four point bend test machines to measure the resistance strength, hydraulic test machines to measure the compression strength, hard measure of shaw or hard measure of los angeles。
Thermal performance
Thermal conductivity, thermal inflation factor, antioxidation lifetime。
Standard requirements: thermal conductivity will need to be adjusted to the applicable scene (e. G. Dispersive component > 100w/m k) and antioxidation > 1,000 hours (project 800°c)。
Methods of detection: thermal conductivity of laser flash or hotline methods, thermoinflation factor of laser inflators, high temperature oxidation test to assess antioxidation lifetime。
Electrical performance
Test content: resist rate。
Standard: the electrical resistance rate needs to be within 8-15 mm m。
Method of detection: four probes or other conductivity test instrument measurements。
Surface mass
Detected content: defects in surface roughness, cracks, bubbles, etc。
Standard requirements: the surface is about 0. 1 μm of light, and there are no cracks, bubbles, etc。
Method of detection: the roughness of the surface is measured by the crudeness of the surface, and defects are observed in the naked eye or magnifier。
Ii. Detective methods and equipment
Density and porerate
Method of detection: akimid method measure density with a pore rate of less than 5%。
Detection equipment: high accuracy scales, liquid density meters。
Microstructure analysis
Methods of detection: scan electronic microscope (sem) to observe crystal structure, porerate, etc。
Detection equipment: scan electronic microscope。
Air simulation test
Detection methods: simulation of actual performance (e. G. H2, n2 mixed atmosphere) in vacuum furnaces, verification of material stability。
Detection equipment: vacuum furnaces, atmosphere control systems。
Iii. Testing standards and certification
International standards
Astm c709 (graphite test), iso 806 (high temperature application instruction)。
Industry regulations
The semiconductor industry semi f47 standard requires graphite metal impurities of 1 ppm。
Performance authentication
Quality loss rate at high temperature, assessed through thermal weight analysis (tga), requiring a weight loss rate of 1,500°c
Tests of corrosive resistance of materials in melted aluminium or acid solutions。
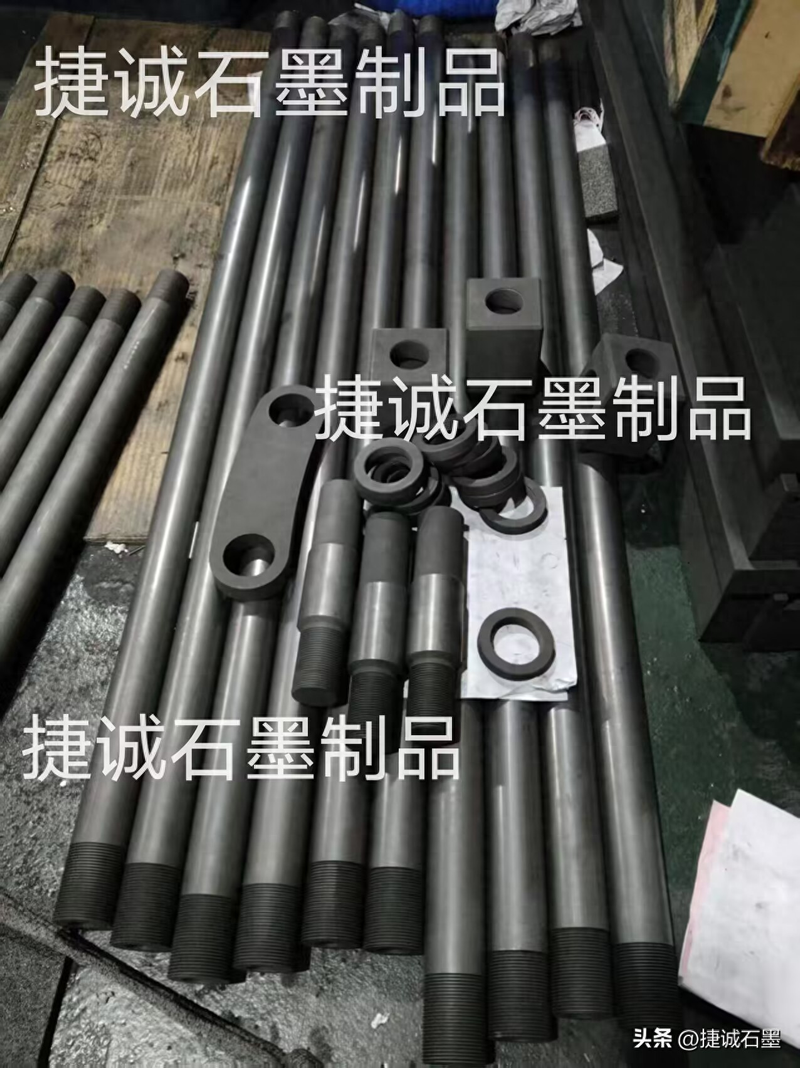
A graphite fitting for a vacuum