« [foreword] »
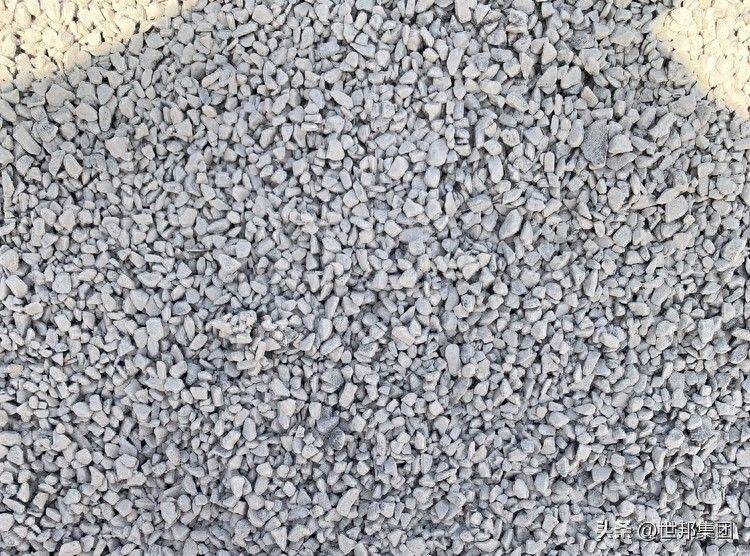
Epoxy resins (eps) are widely used in industrial applications due to their superior physical and chemical properties, such as coatings, laminates, glues, circuit boards, aerospace and other electronics industries。
However, like most organic high molecular resins, epoxy resins are flammable substances, limiting their application in the area of high flame retardation requirements。
Previously, halogen-based flame retardants had been widely used for flame retardation, but because of current environmental requirements, halogen-based flame retardants released toxic fumes such as hydrogen halogenated during combustion。
There are many risks and hazards to both humans and the natural environment and are currently hot spots for scientific and industrial research。
We now conduct basic applied research on phosphorus and biomass-based flame retardants in epoxy resins based on condensed glycer ether-like epoxy resins。
A new dopo-bnm derivative (dopo-bnm) was combined with a two-step reaction for 2-aminobenzobenzodehyde, itnmr and dopo, and was marked with ftir, 31pnmr and 1hnmr。
At 0. 513% phosphorus, ul94 and loi were up to v-0 and 32. 5% respectively。
The results of a series of flame retardant machine tests and analyses showed that dopo-bnm flames were reactionary to 2-aminobenzobenzodehyde, 4-hydroxybenzodehyde and dopo。
A new dopo-bhm derivative (dopo-bhm) was synthesized with a two-step reaction and was marked with ftir, 31 pnmr and 1 hnmr。
When the level of dopo-bhm in the ep is 6wt per cent, it can reach the v-0 level, with loi values as high as 32. 7 per cent。
Analysis of the gas phase and condensation shows that dopo-bhm has good flame retardation activity in the gas phase and condensation phase。
At the same time, the mechanical properties of modified epoxy resins were tested and significant increases in mechanical performance were observed。
Directly using shell polyglycerine and dopo combinations, the co-benefits of different cs/dopo mass relative to the flame retardation and mechanical performance of epoxy resins, subject to a certain total addition。
At a total addition of 10wt per cent and a mass ratio of cs and dopo of 1:2 and 2:1, modified epoxy resins were able to reach v-0 levels successfully, with loi reaching 33. 7 per cent and 32. 5 per cent respectively。
The results of conical thermometer tests show that the compound flame retardant cs/dopo not only reduces the heat release of epoxy resins but also significantly inhibits the release of fumes with a certain added mass ratio。
In terms of mechanical performance, ep/10% of ess1/dopo2 modified epoxy material increased by 7. 4%, 36. 1% and 14. 3%, respectively。
Composite flame retardants are added not only to significantly improve fire safety of modified materials, but also to increase the mechanical performance of epoxy resins and to expand the application of shell polysugar。
« [an overview of epoxy resin] »
Since the late 1940s, the countries of europe and the united states have developed hundreds of types of epoxy resin in the process of industrialization。
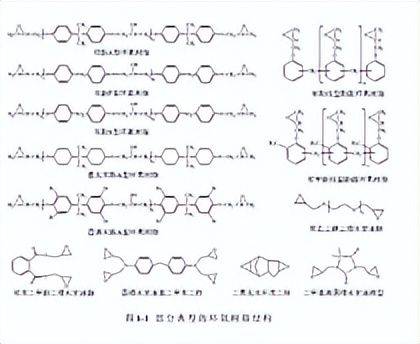
Epoxy resins can broadly be classified by chemical structure as glyceride ethers, glycerineamines, glycerine esters, polycyclings, lipid cyclics and other mixtures。
One of the most widely applied epoxy resins in industry is the condensed glycerine ether category, which includes, inter alia, dichlorophenol a, tetrabromobisphenol a, dichlorophenol f and dihydrophenol a。
Of the condensed glycerine ether epoxy resins, diphenol type a epoxy resins are the largest type of epoxy resin produced and most widely applied。
Combined with its easy source of raw materials and its low cost, the physical and chemical properties are also stable, and tetrabromobisphenol-type a resins are used in the area of electrical appliances that require flame retardation because of the presence of flame retardant elements bromine and their good flame retardation properties
Biphenol f-type epoxy resins have low viscosity and are suitable for use in adhesive areas; hydrogenized epoxy a-type resins have more advantages, not only of lower viscosity, but also of long gel periods, as well as of leak resistance and electrode resistance。
« [condensive flame resisting machines] »
Condensed flames are achieved mainly through formation of dense carbon layers, heat insulation and oxygen. There are usually three types of mechanisms for condensing condensing, condensing and promoting carbonation and condensing surface cover。
Condensation cooling mechanisms: for example, when inorganic metal hydroxide is used as a flame retardant, metal hydroxides decompose and release integrated water during combustion, and this decomposition response requires the absorption of large amounts of heat, thus acting as a cooler。
Condensation promotes the carbon process: in the case of phosphorus flame retardants, thermal decomposition into phosphate or polyphosphate compounds, for example, during combustion, which dehydrate and thus increase the amount of charcoal。
However, phosphorous flame retardants are also not a general flame retardant, and their flame retardation performance for low-oxygen high-molecular compounds such as polystyrene is often undesirable。
Condensation surface cover mechanisms: for example, when a silica-containing flame retardant is used, a silica-containing glass oxide is formed during combustion, which accumulates slowly on the surface, forming an inorganic insulation shield that is insulated and has excellent insulation properties, thus inhibiting further thermal decomposition of the polymer inner layer。
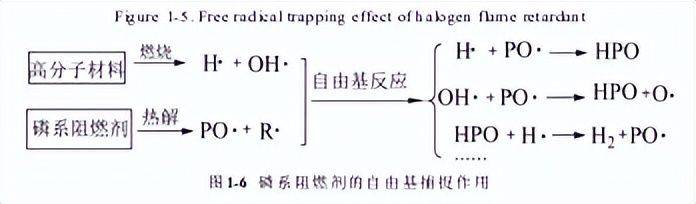
Thermal decomposition of polymers during combustion forms a number of flammable gases, which react with oxygen in the air through a free chain of automatic catalytic oxidation via hydrogen and hydrogen。
Phosphorus and halogen-based flame retardants release phosphorus-containing and halogen-containing free radicals, respectively, during thermal decomposition, and can effectively capture combustion reactions such as hydrogen-free radicals and hydrooxygen-free radicals, which are formed in the combustion response and slow down or terminate the combustion response in the form of implosion。
Halogen-based flame retardants produce free-base capture action maps at thermal decomposition, producing halogen-free radicals capture h. And oh from high-molecular combustion, and generating hydrogen halogenated, which continues to capture the results of thermal solid material chain reaction - oh and h. Free-base - and acts as a stop chain reaction。
Similarly, phosphorus flame retardants perform excellently in the gas phase because of phosphorus flame retardants
Thermal decomposition produces free radicals such as p. And po., the same principle as a halogenated flame retardant, with the same end chain effect。
For example, metal hydroxide releases aqueous vapour, and nitrogen-based flame retardants release non-flammable gases such as ammonia, nitrogen dioxide, which can dilute the concentration of oxidizing gases near the base and decomposition the output of flammable gases, thereby weakening or disrupting the flame to burn。
Some polymers, such as polyamide-like high-molecular materials, can burn in the form of melting drops, taking the heat away and thus achieving flame retardation of the material。
This is mainly due to the fact that flame retardants or their degradation products can act as catalysts for the degradation of the matrix by degrading the large molecules to small molecule polymers, resulting in a decrease in the body's viscosity, resulting in a large drop down, which takes a large amount of heat away, thus reducing the temperature of the matrix to achieve flame retardation。
In practical applications, multiple flame retardants are usually combined or combined with a primary flame retardant with other co-benefits, which can reduce the addition of primary flame retardants, reduce costs or reduce risks to humans and the environment, and significantly increase overall flame retardation efficiency。
« [flammant retardant classification] »
They can generally be classified as organic flame retardants, inorganic flame retardants, biomass flame retardants, which, although they have many advantages, such as abundance of sources, cheap prices, environmental protection and persistence, are less efficient and generally less compatible and are not commonly used alone。
The advantages of bio-based flame retardants, which are rich in reserves and environmentally friendly, are increasingly being addressed as an alternative to the use of petrochemical products, such as qirconol and its derivatives, as carbon agents, but also because of their poor heat stability。
Common inorganic flame retardants can be classified by element type as metal hydroxide, carbon, phosphorus, nitrogen, boron, silicon-based transition metal compounds and other types, with different inorganic flame retardants。
Metal hydroxide inorganic flame retardants, metal hydroxide flame retardants, release large quantities of crystallized water during thermal decomposition, and further evaporation of crystallizers takes large amounts of heat away, acting as cooling cells。
At the same time, non-flammable water vapour can serve to dilute flammable gases and oxygen in air. In addition, dehydrated metal oxides can adsorb solid particles and play a good role in inhibiting smoke releases。
In terms of condensation, insulations containing metal oxides are produced on the surface of the base materials, which act as an insulation of oxygen。
Metal hydroxides, consisting mainly of magnesium hydroxide, aluminium hydroxide and dimetal hydroxides, have low-cost, smoke-resistant, environmentally friendly, non-volatilizing characteristics and play a significant role in materials such as flame-retarding cables and polyolefins。
However, when used alone, flame retardation is not optimal and is less compatible with high-molecular polymers, with significant negative effects on the mechanical performance of materials and increasing processing difficulties。
At present, in order to overcome these adverse effects, various physico-chemical modifications or reuses, such as the preparation of metal hydroxide into nanoscales or its surface modification or wiring or microcapsulation techniques, are commonly used to enhance the flame retardation and mechanical performance of high molecules。
« [conclusion ] »
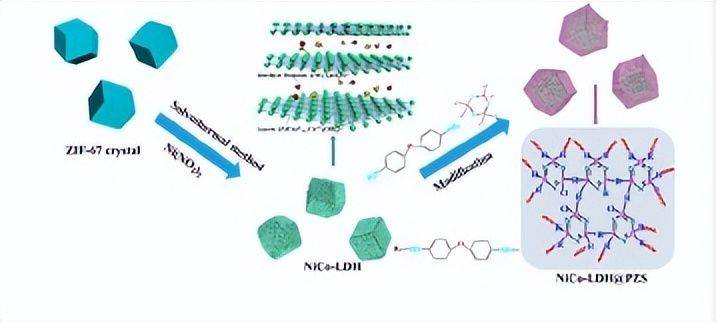
Zhou et al. Synthesized a three-dimensional nico-ldh@pzs flame retardant in a mid-altitude methoplasm structure, with peak and total heat release reduced by 30. 9 and 11. 2 per cent, respectively, by ep/nico-ldh@pzs4. 0。
Emissions of fumes and toxic gases, including nitrogen oxides, aromatic compounds, argon-based compounds, carbates and hydrocarbons, are also much lower。
Thermal analysis shows that cual-(sp)ldh has a decomposition temperature similar to that of pure ep, and cual-(sp)ldh has a good catalytic carbonization capability, which significantly increases the residual collection rate of 700°c。
The conical calorometer test showed that ep/4cual-(sp)ldh further reduced the hrr, th, spr value of the material compared to pure ep/4cual-(sds) ldh composites
And improved the charcoal。
The increased flame retardation and smoke suppression properties are attributed to the formation of condensed carbon reserves during combustion, which effectively inhibit thermal flow and prevent organic degradation volatilizers from entering the gas phase。
Flammability mechanisms for boron inorganic flame retardants are similar to those for silicon-based flame retardants. First, the flame retardant heat explains the release of large quantities of combined water and the evaporation of water absorbs large amounts of heat
Second, flame retardants melt into glass cover that effectively insulates thermal and oxygen; finally, boron compounds can alter the thermal decomposition of certain flammable substances and reduce flammable gas formation。
The main inorganic flame retardants currently in use are sodium borate, ammonium fluobate, zinc hydrate and ammonium pentabate。
Using the ellochromium tube and zinc boric acid modified siloxane epoxy resin during combustion reaction
Zinc borate decomposition produces b2o3 and promotes carbonization。
Moreover, siloxane resins can also form an intersectional b-o-si structure with zinc boric acid, combined with the edoxin nanopipe decomposition into the si-al protection layer, with three elements simultaneously present that facilitate the formation of complete, high-intensity carbon, with flame retardation effect。
The combinations of 15 wt% diethylphosphate aluminium, 10 wt% melamine polyphosphate and 15 wt% zinc epoxy epoxy/glass fibre of boric acid have reached v-0 and 36. 8%, respectively, with a significant decrease in smoke rates。
At present, the physical or chemical nanomymification of zinc boric acid and its re-diversion to other flame retardants is one of the main directions of research, which not only increases compatibility with materials, but also makes flame retardation more efficient。