In the material mix, the performance of the double screw squeezer directly determines the material blending effect, production efficiency and final product quality. Depending on the direction of the spiral, the double-heavy squeezer is divided into the same double-heavy squeezer and the double-heavy squeezer, the main difference being the direction of the spiral。
The seemingly rotational direction difference creates a significant difference between the process properties, mixing capacity and product suitability。
This article will focus on analysing the differences between the same double and the opposite double in the crowding out of pla, exploring the similarities and differences between the characteristics of material flow during processing and the quality of the final product。
The main difference between a two-strength and an inverse double-strength pole is the interaction process between the screws:
This determines the underlying working principles and performance characteristics of the same and the opposite double。
The same combination of double screws is shown in figure 4 in the same direction as the two screws of the double screws, and the screws of the screws are all right and the direction of material delivery is determined to be the same as that of a single screw。
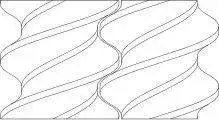
Figure 4
The combination of the inverse double screws is shown in figure 5, with the opposite direction of the inverse two screws, with the opposite spiral of the two screws and the outward rotation of the two. That is, the right is the left spiral, the clockwise rotates, the left is the right spiral, and the counterclockwise rotates。
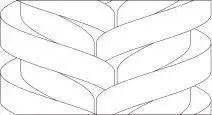
Figure 5. Double-snail matching approach
This paper uses fieldview software to analyse the flow-side physics field (e. G., pressure field, cut-rate field, sticky field) during crowding out, resulting in cloud maps of the physical field and curves of change and visualization analysis。
Analyzing results of simulation experiments
Physical field
Pressure field
As can be seen from the pressure cloud map (figure 6) and the pressure change curve (figure 7):
In the process of crowding out the same-direction double screws, the pressure sizes within the stream fluctuated, comparing to the structure of the double-strength (figure 4), and the pressure fluctuations were found to rise up and down with the plume position, because the plume was a high-strength part of the surface of the plume, and the crowding out of the material was subject to stronger squeeze and shearing, and therefore the pressure tends to be relatively high at the plume position。
In the process of crowding out of the inverse double screw, the pressure size in the stream rises and decreases in the direction of crowding out, with local high pressure occurring in the middle position. By reference to the structure of the inverse double screws (figure 5), local high pressure was found to be in the middle of the direction of the crowding out, because the reverse direction of the two poles was due to the uneven or blocked flow of materials during the crowding out process, which accumulated in the middle and formed a local high pressure phenomenon in the stream。
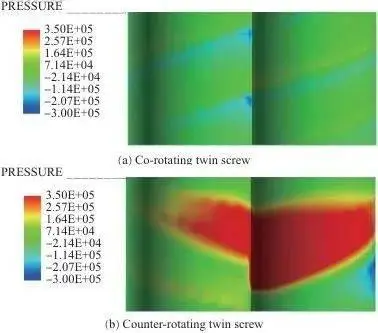
Figure 6
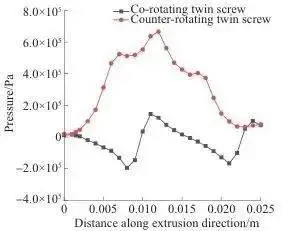
Figure 7 pressure change curve
Cutping rate field
This can be seen in the cutting rate cloud map (figure 8) and the cutting rate change curve (figure 9):
The cut-off rate is larger and smaller, both in the same and in the opposite double. This is due to the fact that the material moves faster in a small gap, with a relatively small gap between the plume and the inner wall of the cylinder, resulting in a higher cut-off rate and a lower cut-off rate owing to a larger gap between the snail and the inner wall of the barrel。
The local rate of high shearing is due to leakage。
Figure 8 clip rate cloud map during crowding out
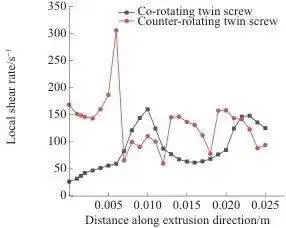
Figure 9 cutting rate curve
Mixing is mainly mixed between distribution and fragmentation。
Distributive mixing is used to describe the distribution process of the material, during which the material is continuously re-arranged and directed by the propeller
Dispersive mixing is used to describe the material size change process, during which the material particles are constantly stretched and cut. Mathematical measurements of trajectory parameters such as time of stay, distribution index, separation scale, maximum shear stress distribution are used to analyse the differences in the mixture performance of double and inverted double screws。
Axle mixed performance
The stop time distribution is an important indicator of the hybrid performance of the screw component axis, describing the time distribution of the material in the double-heavy squeezer, with both the cumulative stop time distribution function and the stop time distribution function, expressed in probability and probability density functions, respectively。
Cumulative stay time distribution
The cumulative stop time distribution curve (figure 10) describes the cumulative probability distribution of the time spent in a fluid or material in the extruder。
As can be seen from figure 10, the first flow of the trace particles from the double spiral is 1. 00 s, the full flow is 54. 82 s, and the width of the stop time is 53. 82 s。
The time for the first flow of trace particles from the inverse double spiral is 1. 48 s, the time for the full flow is 59. 80 s, and the width of the stay is 58. 32 s。
The cumulative stay time curve of the same double screw is above the cumulative stay time of the same double screw, which means that there are many particles flowing out of the stream at a given time。
Figure 10
Time distribution for stay
The probability-density distribution curve for the stop time describes the probability distribution for the duration of the stay of materials in the extruder at different times. The higher probability density means that the probability of material staying during that period is greater, while the lower probability density means relatively little stay。
By means of the probability density function of the stay time distribution (figure 11):
The vast majority of particles in the same-directed double spiral are concentrated in 1. 00 ~1. 99 s, the vast majority of particles in the inverse double spiral are concentrated in 1. 48 ~ 2. 97 s, and the curves corresponding to the double-directed pole are more on the left side and higher, indicating a high delivery capacity for the same-directed double-spiral. This may be due to the fact that, in the process of crowding out the same two-way spiral, the material is being transported forcibly along the “polymer” path。
In the process of crowding out the inverse double screws, the material was remixed and reacted in type c rooms with a “c” type motion track, resulting in longer stay times。
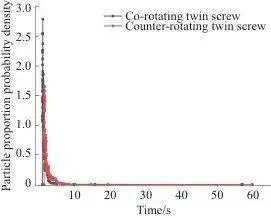
Figure 11
Distribution mixed performance
Distribution index
The distribution index describes the fluid behaviour and flow behaviour of crowding out material. As can be seen from the distribution index curve (figure 12), the distribution of the heterogeneity is better than that of the henix。
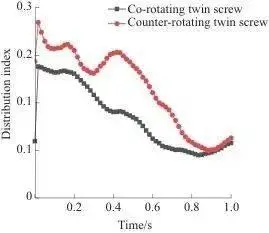
Figure 12 distribution index
Split scale
(c) the separation measure representational mixing process. Figure 13 shows the division scale curve, in which, at the beginning of the period, the two particles were on both sides of the entry point, and therefore the separation scale was larger. As time increased, the screws were reduced, the curves decreased, the distribution of surface particles became more mixed, and there were fluctuations in the process, as a result of the concentration of particles during their flow。
The same-directioned double-strength split-scale curve remains at the bottom of the inverse double-strength split-scale curve, indicating that it is more evenly distributed。
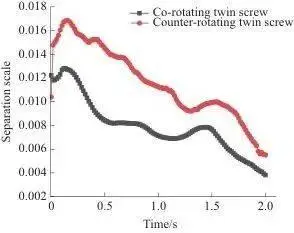
Figure 13 separation measures
In the process of crowding out the same double screws, the two screws rotate in the same direction and form a strong shear at the collage where the material is exchanged several times between the screws, contributing to a balanced distribution mix。
In the process of crowding out the inverted double-snails, most of the material is stored in rooms of type c, with only a small amount of material flowing out of the gap being cut and stretched, which is good for closure and reduces the irregular flow of the material in the stream, thus reducing the mixing balance。
Dispersed hybrid performance
Dispersional mixing is a process of decreasing particle size, in which the cutting and stretching of material particles play an important role。
The maximum shear response of the trace particles is an indication of the cutting process experienced by the trace particles as they squeeze out the double screws. The larger the percentage of trace particles that have experienced high shearing, the better the screws spread。
Figure 14 shows the probability curve of maximum shear stress, as can be seen from figure 14. The curve corresponding to the double screw is above the same double screw。
Figure 14 maximum cut stress probability
Figure 15 shows the probability density curve of the maximum shear stress, as can be seen from figure 15, and the maximum shear pressure of particles is concentrated at the peak of the curve。
Two curve characteristics indicate that the dispersive capacity of the inverted double spiral is stronger and provides a stronger cutting and stretching effect than the inverse double。
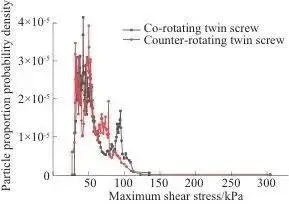
Figure 15 maximum shear stress probability density
Analysis of experimental results
Spank impact test analysis
Figures 17 and 18 are for stretch and shock test data, respectively。
The stretching strength and cracking stretching effect of the material sample from the same double screw is slightly higher than that from the opposite double。
The inverse double-screwd material sample absorbs a slightly higher impact than the same double-screwd material sample。
Figure 17, stretch test data
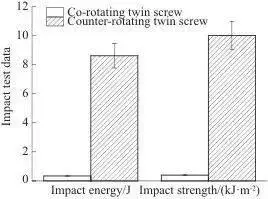
Figure 18 impact test data
Flow test results
The fluid properties of polymers are usually reflected in storage energy modulus (g'), loss modulus (g') and composite viscosity (η). In this case, the storage module reflects the elastic size of the material, the loss module reflects the sticky size of the material and the composite viscosity reflects the high and low molecular mass. The mobility of polymers depends on the mobility of the molecular chain, with the screws crushing to alter the molecular structure of pla, to fracture its molecular chain and reduce its viscosity。
Figure 19 shows the curve of complex viscosity* with an angular frequency, as shown in figure 19。
Owing to structural differences, the dispersive mixing capacity of the inverse double spiral is stronger and the molecular chain is more fully fractured, so the inverse double screw squeezes out the material * lower than the inverse double.*。
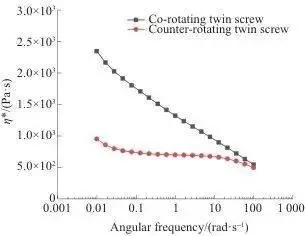
Figure 19 curves with angular frequency
Summary
Proximity of double-snail squeezers:
Advantage of double-snail squeezer:
Are you going to suffer from the roughness of the production line at work, the imbalance in plant efficiency and the slow pace of enterprise development and innovation
Twenty-five cim intellectuals will focus on changing the lines, refusing to talk and sharing the answers:
Process forum: a process key for sharing material + performance
Plant forum: decrypt plant operation and downside efficiency pathways
Research and development forum: road map for dismantling high-quality and high-value technologies。
We will address the central proposition of high-quality production, downside efficiency, high-value innovation and promote a shift from “experience-driven” to “data-driven + technology-driven” co-processing industries。